
1. Adjust sand core parameters
Through the analysis of the formation mechanism of invasive blow hole defects, it can be seen that the gas sources of blow hole defects are mainly the gas produced by sand mold or sand core and the gas involved in pouring. The quality of molding sand and pouring process are the key factors of this kind of blow hole defects in castings.
The gas evolution rate and gas evolution rate of sand core under high temperature are called gas evolution. The gas evolution of sand core depends on factors such as water content or organic binder content, pouring temperature and impurity content. The larger the gas generation rate and the faster the gas generation rate, the easier the casting is to produce blow hole defects.
The ability of a compact sand core to allow gas to escape through is called permeability. The larger the particle size of the sand core, the larger the pores between the sand particles and the better the air permeability; The more uniform the particles of the sand mold, the better the air permeability.
In view of the two main factors that directly affect the blow hole defects of castings, the gas generation and air permeability of the sand core, the technicians discussed with the sand core manufacturer to develop a new type of sand core. The optimized sand core parameters mainly have two indexes: gas generation and particle size mesh. The model of sand core is changed from r4a1 to j4k, and the specific parameters are compared.
Tracking the production defects of this batch of motor shell, it is found that the blow hole defect has improved, but it is still quite different from the target value.
2. Change of casting structure
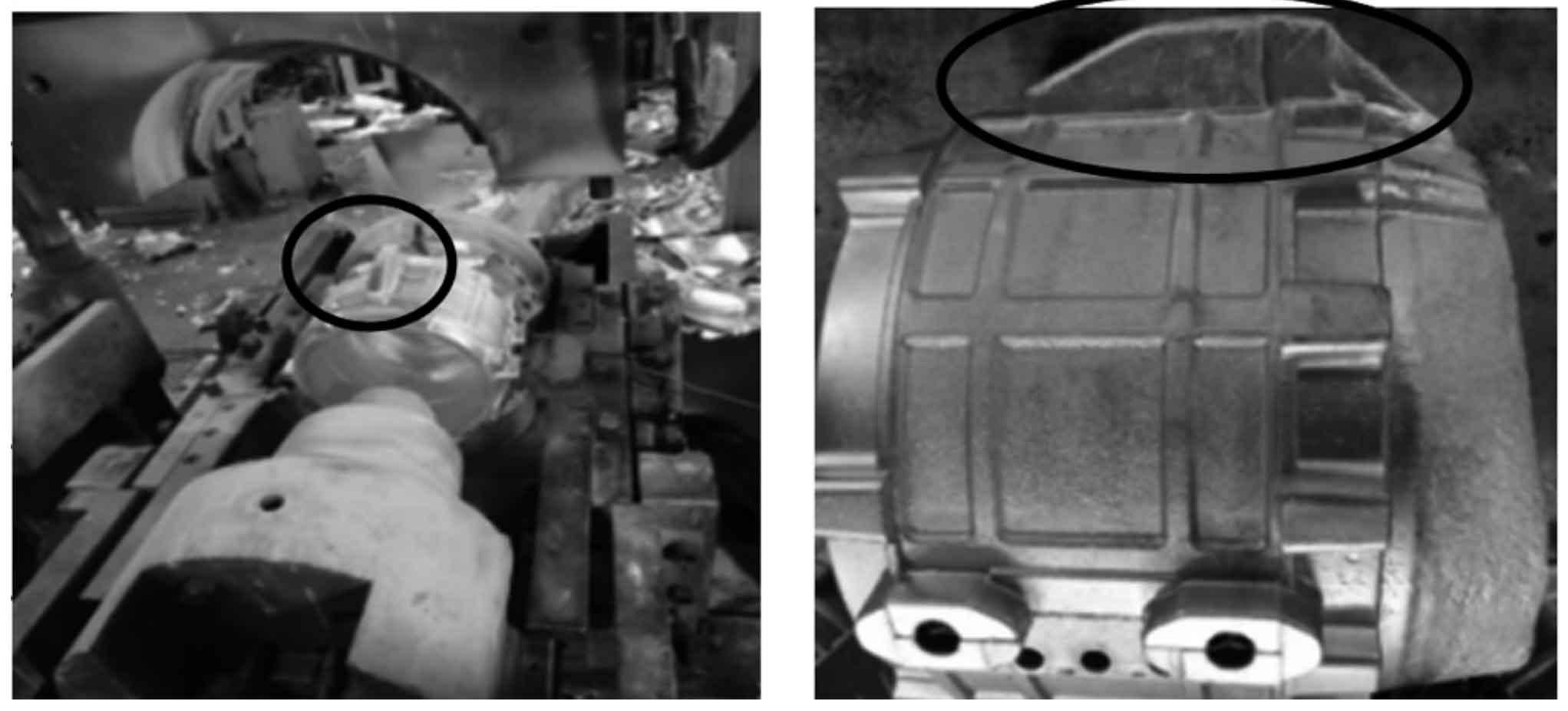
Through the quality inspection personnel using X-ray to check the internal quality of the blank, it is confirmed that the blow hole defects are concentrated on the blank surface, that is, the top position of the mold. The technicians discussed and decided to increase the riser of the casting to promote the discharge of gas from the casting. As indicated in the figure, the riser structure is added to make the entrained gas in the invading cavity float up and discharge the casting body in sufficient time.
Verification results: through the above improvement measures, the blow hole defects of production batches were tracked, and the blow hole defect rate decreased from 40% to less than 8%, and good results were achieved.