According to the relative position of the internal sprue on the steel casting, the casting system can generally be divided into top injection type, side injection type and bottom injection type.
(1) Top injection type, the metal liquid is injected from the upper part of the cavity, which has the advantages of forming a reasonable solidification sequence, strengthening the feeding of the top riser and simple structure. The disadvantage is that it has a large impact on the cavity, and the liquid metal is prone to splash, gas or inclusion, resulting in defects such as pores, sand holes and slag inclusion. It is not used to cast alloys that are easy to oxidize.
(2) Side injection type, the metal liquid enters the casting system from the side of the mold cavity. The advantage is that the metal liquid has little impact on the mold cavity and good exhaust during the mold filling process, and the pouring riser can be flexibly set around the steel casting.
(3) Bottom injection type, liquid metal is injected into the casting system from the bottom of the cavity, which has the advantage of stable filling process. The disadvantage is that the shape is complex and the temperature difference caused by liquid metal filling is opposite to the gravity feeding order, which is not conducive to feeding; Oxide scale is formed in the rising process of liquid metal, which affects the surface quality of steel castings.
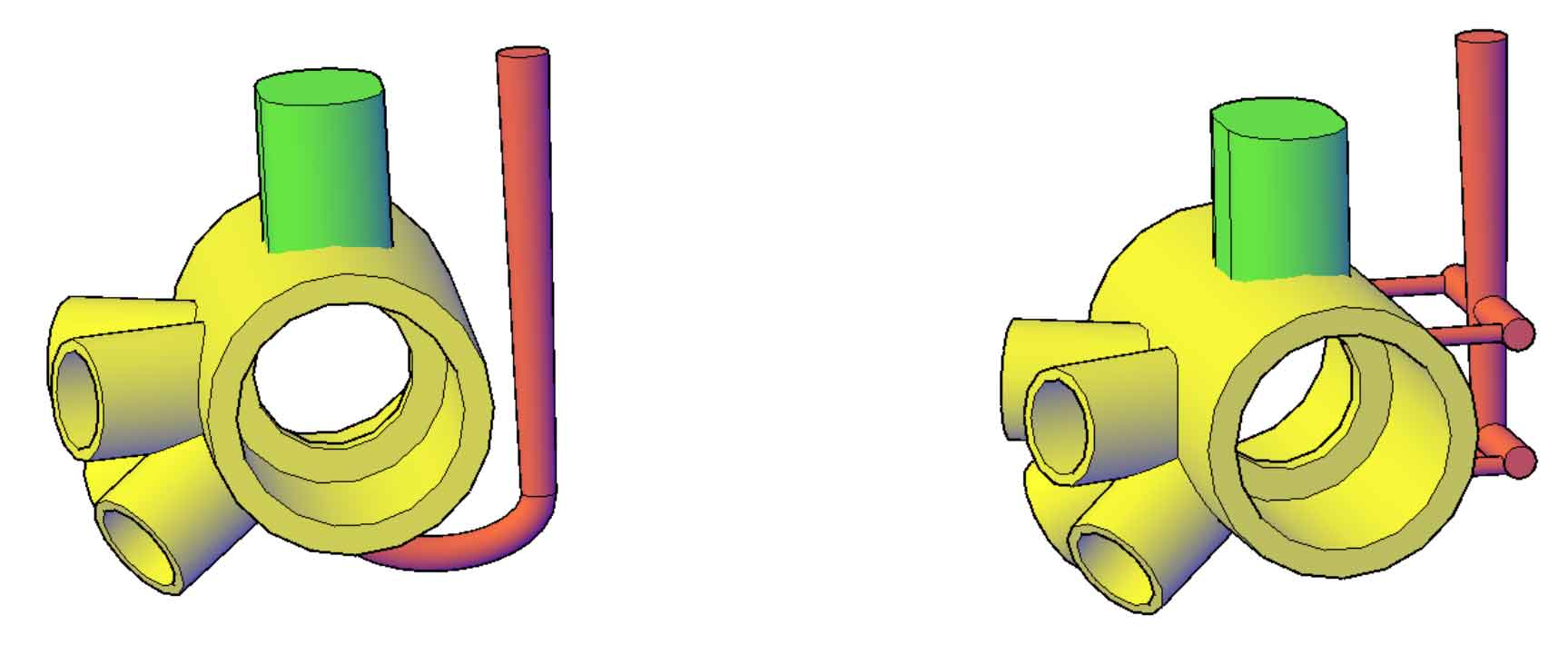
For the problems in the initial casting scheme, two new gating systems are redesigned, namely bottom injection and layered injection, as shown in Figure 1.
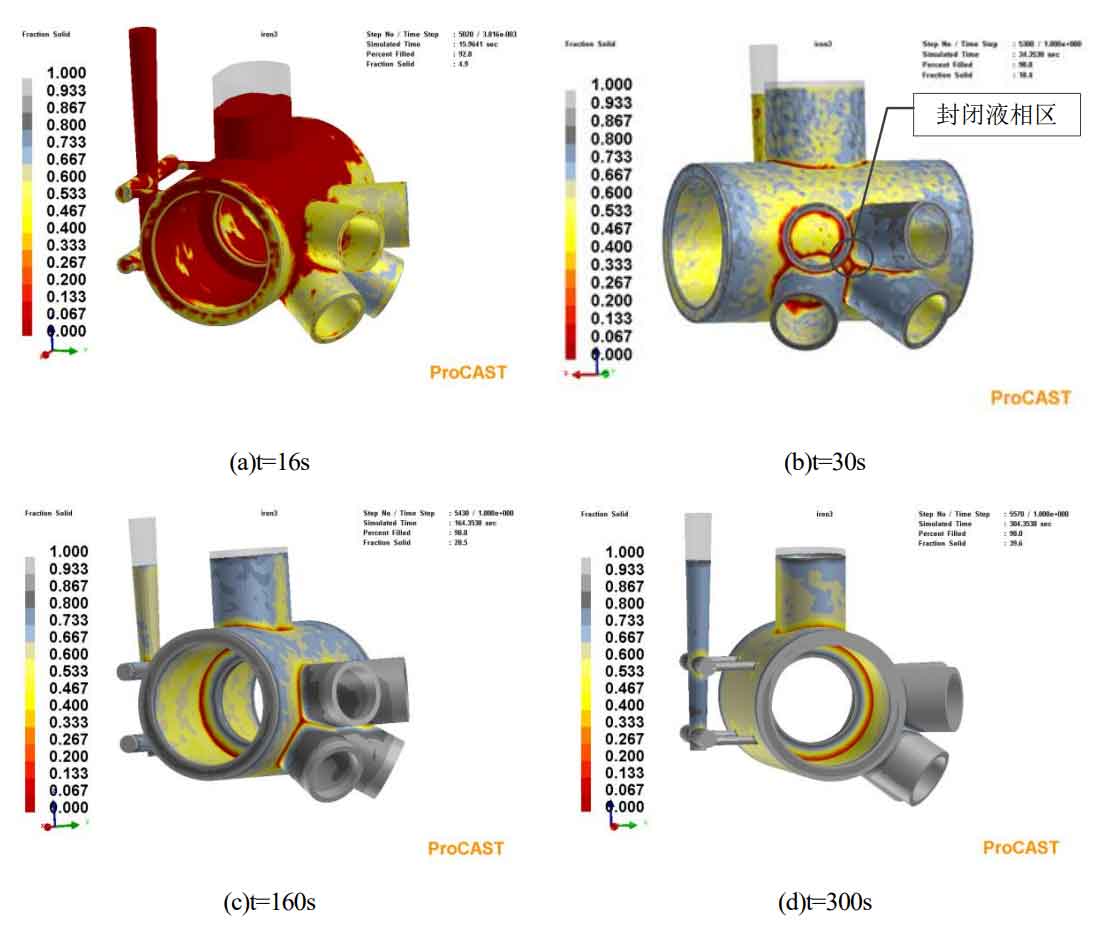
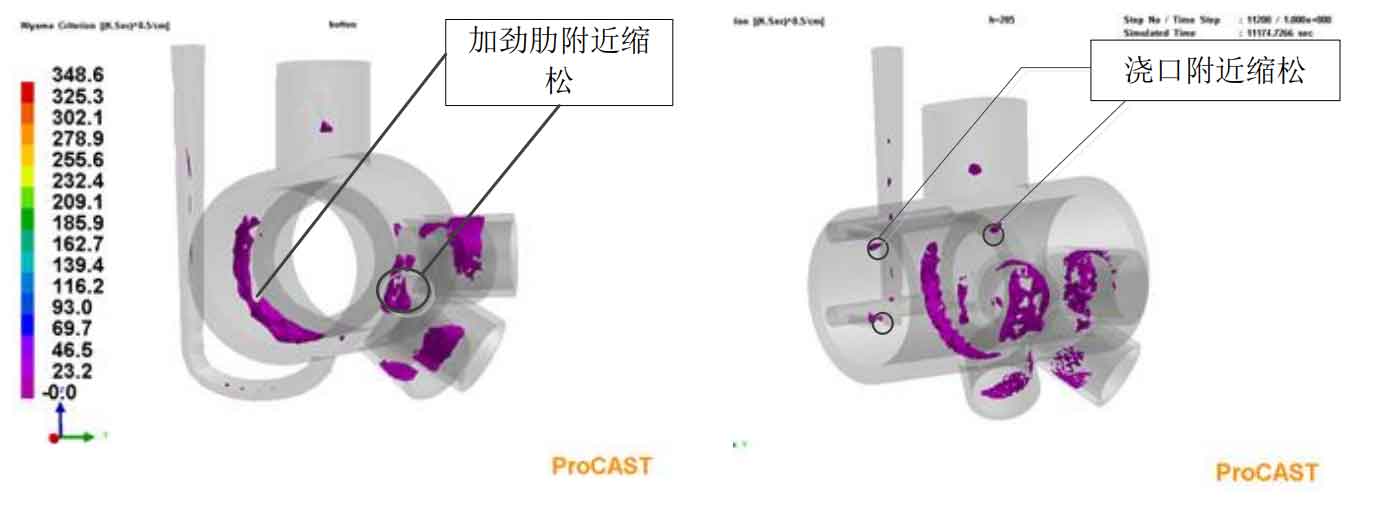
The solidification and cooling processes of the two processes are shown in Fig. 2 and Fig. 3. By comparing the two casting methods, it is found that there are still many shrinkage defects at the root of stiffener and branch pipe. This is because the thickness of the steel casting branch pipe is small, the temperature will drop rapidly after the mold filling is completed, and it will be close to the mold shell temperature soon, while the temperature at the joint of the steel casting root and the steel casting main pipe will drop slowly, resulting in the formation of closed liquid phase zone in both casting systems, and finally leading to shrinkage defects such as shrinkage and porosity. There are similar reasons for the defects near the stiffener, because the bottom of the stiffener is near the gate, so it is also the last solidification area, and aggravates the shrinkage defect at the root of the branch pipe. It can be seen that the location of the stiffener is also very particular. In addition to avoiding the gate, it is also necessary to avoid the location of the hot spot, which is often difficult to achieve.
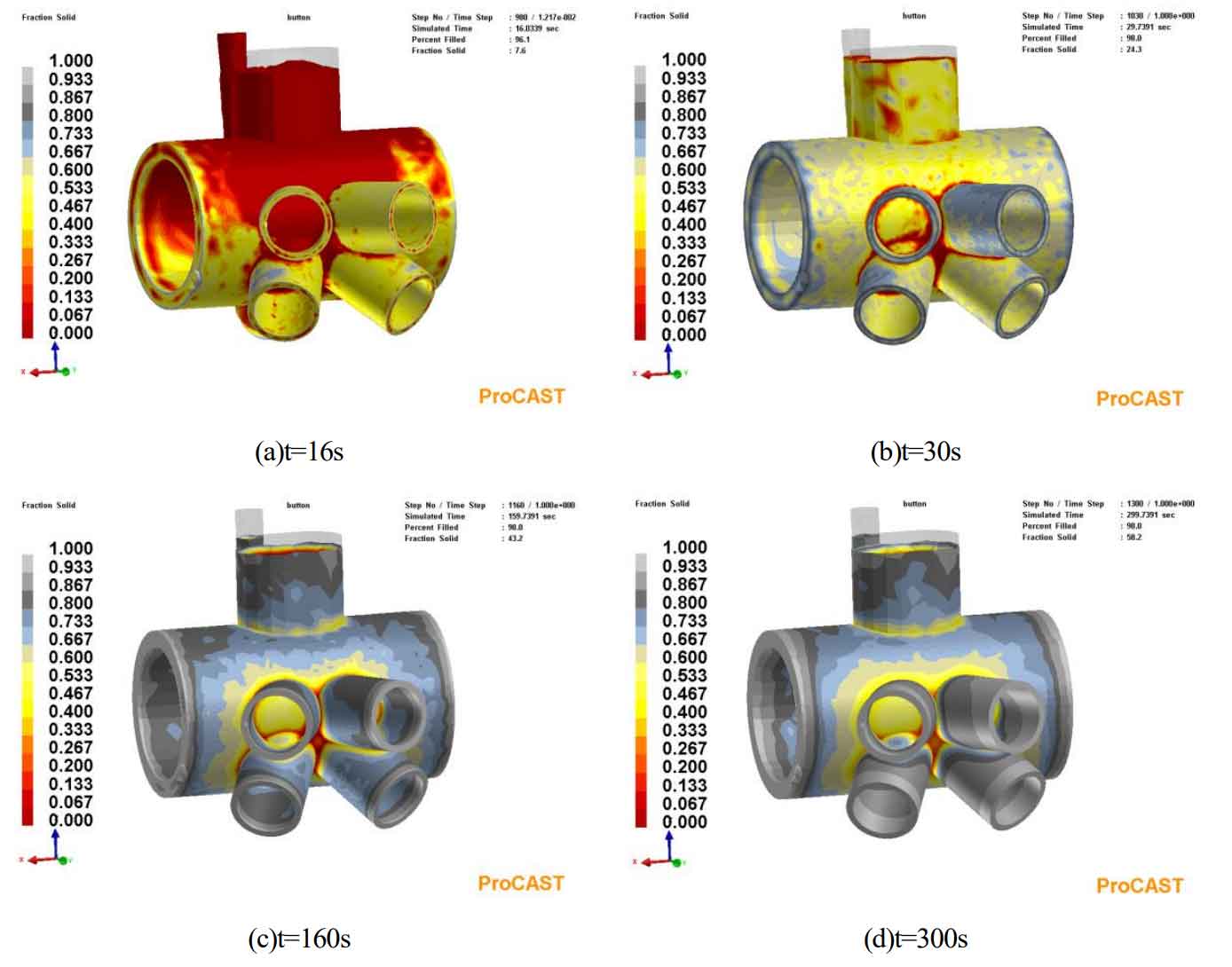
To sum up, the influence of these two casting methods on defect distribution is not so significant, and there is little difference between the two solidification methods.