
Abstract
Exhaust elbow is mainly used in special vehicles, ships and other fields of high horsepower
engine internal, is a special exhaust parts of high horsepower engine, the study of its production
preparation technology, the development and application of China’s high horsepower engine is of
great significance. At present, the exhaust elbow manufacturing method is mainly casting,
machining, welding molding and other technologies with the production, its manufacturing
processes, long cycle, high cost, low product qualification rate. Therefore, the study of the
exhaust elbow die casting new process, its production process and reliability has an important
impact. The main purpose of this paper is to improve the production process of exhaust elbow,
apply the investment casting technology to achieve the overall casting of exhaust elbow, and
finally obtain qualified castings. Explore the process using a combination of computer numerical
simulation technology and test methods, the use of computer numerical simulation technology
simulation analysis of the causes of defects in the casting, optimize the optimal process
parameters, combined with the actual production test to get qualified castings, summarized the
exhaust bend casting process, the production of exhaust bend class thin-walled complex bent pipe
production has a certain application value.
First, the structural characteristics of the castings were analyzed to draw a three-dimensional
rough drawing, and then the material used in the casting 1Cr20Ni14Si2 was briefly analyzed, and
the casting simulation software (ProCAST2018) was selected in combination with the material
and casting structure, and the material for the preparation of the fusion mold casting shell was
determined. Then, a variety of pouring systems for exhaust bend castings were designed by using
the gate cup capacity replenishment shrinkage method and actual production experience to judge
the shrinkage and shrinkage holes and thermal cracking defects of the castings during the
solidification process of filling, and to compare and select the optimal pouring system by
combining the test results under the initial pouring parameters. Secondly, the influence of
different process parameters on the shrinkage and shrinkage and thermal cracking defects of
exhaust bends is studied, and the optimal casting process parameters for exhaust bend casting are
optimized. Finally, the optimal process parameters were used in the trial production of exhaust
bend castings, and qualified castings were produced to summarize the investment casting process
of exhaust bend castings. The results were obtained as follows:
(1) Two different pouring systems were designed by setting the internal sprue at different
locations of the exhaust elbow flange, option 1 set two internal sprue at the largest outer face of
the exhaust elbow flange, option 2 set four internal sprue on the four ears of the flange, followed
by simulation analysis using the selected initial process parameters, comparing and analyzing the
filling and solidification process under the two pouring system options as well as the shrinkage
and shrinkage holes of the casting, thermal cracking The two solutions were tested under the
initial pouring parameters, and the simulation and test results were combined to determine the
optimal pouring system for solution 1.
(2) In the study, ProCAST numerical simulation technology was used to simulate the filling
and solidification of the casting process as well as the shrinkage, shrinkage and thermal crack
defects on the exhaust bend castings under different casting parameters and shell temperatures.
The results show that the selected pouring system scheme I can be filled smoothly under different
pouring process parameters, and the filling state is good, no under-pouring and cold separation
defects. The pouring system was set up reasonably, and the castings could be solidified
sequentially, which effectively reduced the formation of shrinkage holes, shrinkage loosening and
thermal cracking defects, but the defects formed on the castings were different. After repeated
simulation and optimization for several times finally selected a set of optimal parameters,
respectively: 1650 ℃, 1.5kg / s, 1050 ℃.
(3) The optimal process parameters and pouring system were applied to the actual casting
test, and the results showed that the casting filling requirements could be met, and the number of
shrinkage and shrinkage defects in the casting was low and there were no thermal cracking defects.
In addition, the castings generated from the test had good visual surface quality and passed
dimensional inspection. The internal quality of the exhaust bend meets the standard and the
product is qualified by CT testing.
1.1 Research background and significance
With the rapid development of science and technology, high-power engines are widely used in fields such as aerospace, ships, and shipsAs it becomes increasingly widespread, countries around the world attach great importance to the research and production of high-power engines. Engine asAn internal combustion engine that mainly converts the internal energy of combustion into mechanical energy to provide power, which makes the internal components of the engine more efficientUsed in high-temperature and high-pressure environments. Like exhaust pipes, they are used as exhaust components of engines in high-temperature environments. Overseas DevelopmentThe manufacturing technology of motivation has long been leading China, with high technological barriers, and due to its high price, I have always beenThe diesel engines purchased from MTU company will only be used in some important industries. In addition, technological blockades also hinder our countryOne of the reasons for advanced engine manufacturing. These factors all contribute to the design and manufacturing of high horsepower engine components in ChinaThere are significant problems in the manufacturing process, and the independent research and development of high horsepower engine components has become the current top priority.As the exhaust and drainage components inside the engine, thin-walled exhaust pipe fittings have high requirements for the airtightness of castings. However,Thin walled bent pipe parts are prone to various defects during investment casting, among which shrinkage porosity and hot cracking defects are the most commonThis has been a difficult problem in the casting process.For the internal components of high-power engines, the exhaust bend is shown in Figure 1.1, which was manufactured under the original manufacturing methodDue to the thin wall and large curvature of the exhaust elbow, it is difficult to produce qualified wax molds for integral casting during investment casting,Therefore, a combination of various technologies has been used in the actual production process, including investment casting technology and mechanical processingMethod and welding forming technology.
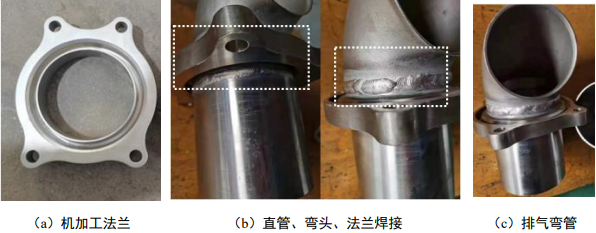
Figure 1.1 Exhaust bend pipe manufactured under the original manufacturing method
As shown in the above figure, the entire exhaust elbow is divided into three parts for production. The elbow part is produced by investment casting, and the flangeThe straight pipe section is machined, and the casting and machined parts are completed using welding technology to complete the entire processProduction of parts. In practical production, it is necessary to consider the casting process difficulties of thin-walled parts, avoid shrinkage porosity, shrinkage holes, and hot cracksThe occurrence of sinking also needs to consider the design and manufacturing of tooling during mechanical processing and welding, as well as the problem of stress concentration in machined productsThe deformation problem of thin-walled parts during welding. Overall, the original manufacturing process for manufacturing exhaust elbows is complex, costly, and time-consumingLong. Therefore, in order to solve the manufacturing process problems of exhaust bend pipes and achieve near net forming, it is necessary to start from these aspects:① Improve the original manufacturing process based on investment casting technology and adopt two process methods (integral investment casting and small amount)Manufacturing exhaust pipe bends through mechanical processing of parts; ② Continuously optimizing chemical engineering through a combination of numerical simulation and experimentationFinally, the optimal process for manufacturing this exhaust pipe casting was studied.
The process of investment casting technology is numerous and complex, such as wax mold preparation, shell preparation, pouring molding, casting treatment, and quality controlTesting, etc. It is difficult to obtain a complete and high-precision wax mold during the wax mold preparation process for complex structural components. Currently, additive manufacturingTechnology can achieve wax mold production for investment casting of any complex structural component, with extremely high wax utilization and molding efficiencyRate. The traditional investment casting process has low yield when producing wax molds due to the characteristics of low wax hardness and easy cracking during mold takingLow surface accuracy can be solved by additive manufacturing technology, but its material cost is high, efficiency is low, and it is not suitable for batch productionProduction. Therefore, it is necessary to conduct research on the mold taking process of investment casting, and to study the convenience of removing qualified wax molds before preparing themSteps for removing wax molds. In addition, the development of new products in investment casting cannot guarantee a one-time production qualification, and repeated trials are requiredModify the process to produce qualified castings, and during the filling process of investment casting, dynamically melt the alloy inside the mold cavityFlow and precision are difficult to control, which can easily affect the quality of castings . At the same time, high horsepower engines use exhaust pipe castingsThe quality requirements are relatively strict, and it is difficult to achieve with general materials. The high-temperature resistance of the heat-resistant stainless steel material used in the exhaust pipe castingGood characteristics such as oxidation resistance, corrosion resistance, and plasticity can ensure that the produced castings are used in high-temperature and high-pressure environments for a long timeAs a component for manufacturing engines, it is very suitable. But it has a variety of elements, high pouring temperature, large volume shrinkage, and castingThin walled curved pipe castings are prone to defects such as under casting, shrinkage porosity, and hot cracking due to poor filling quality,As a result, the cast products cannot meet the expected requirements. Therefore, in order to study the optimal manufacturing process for exhaust bend pipes, it is proposed toThere are many methods, among which the most important one is “computer casting simulation technology”.
Computer casting simulation technology provides path support for obtaining the optimal process parameters of casting, promoting the process of castingThe method of exploring technology in the process has gradually transitioned from the original “repeated trial and error method” to the “concept verification method”Through simulationAnalyze and study the flow, heat transfer, cooling and solidification, deformation, and casting defects of metals during the casting processThe authors will be more flexible and efficient in designing casting processes and improving process parameters. Computer Casting Simulation TechnologyThe optimized optimal result is applied to actual casting production, in order to shorten production time and reduce research and development costsof。
Originating from a technology project commissioned by state-owned enterprises and institutions: the development of specialized exhaust pipe components for high-power engines,Aiming to study a new investment casting process for exhaust bend pipes and prepare qualified castings. For the original manufacturing of exhaust pipe bendsMultiple methods and processes, high cost, long cycle, and easy deformation of castings during welding, as well as poor surface quality of castings, need improvementThe manufacturing method of exhaust bend pipe (integral investment casting) uses a combination of computer casting simulation technology and experiments,Study the influence of different parameters on the quality of exhaust pipe bends during casting, obtain the optimal process parameters, and summarize suitable results through experimentsThe overall casting process of exhaust bend pipes. Improving the manufacturing process of exhaust pipes for high-power engines in our country can not only greatly enhanceGreatly improving research and development production efficiency, and also breaking through international technological barriers, thus bringing enormous benefits to practical applicationsValue.
1.2 Overview of Investment Casting Development
1.2.1 Introduction to Investment Casting
Investment casting is a liquid metal process that can almost achieve near net forming of cast productsCastings produced by casting are products that are synthesized through the collaboration of multiple processes, materials, and technologies. hisThe production process is shown in Figure 1.2, mainly including (a) mold design, (b) mold manufacturing, and (c) wax moldingFor example, (d) is wax mold correction, (e) is mold group tree, (f) is surface layer sanding, (g) is shell making with slurry, and (h) isDewaxing of the mold shell, (I) for pouring and filling, (J) for vibration shell removal, and (k) for casting formed by pouring. Afterwards, the finished product will be castThe parts must also undergo post-processing according to product technical requirements.
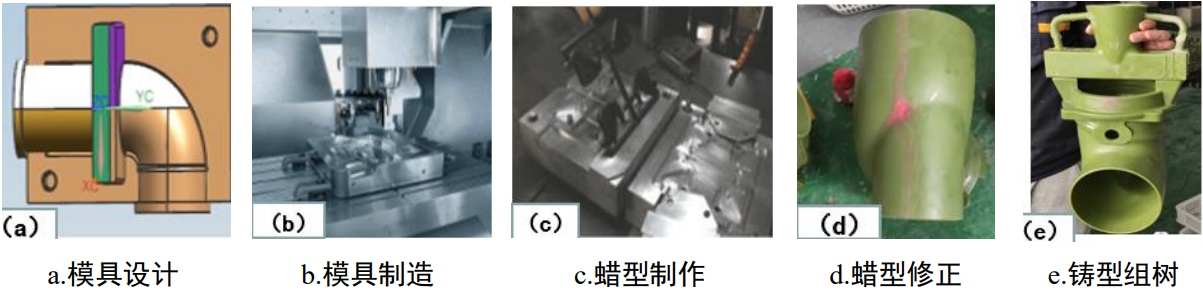
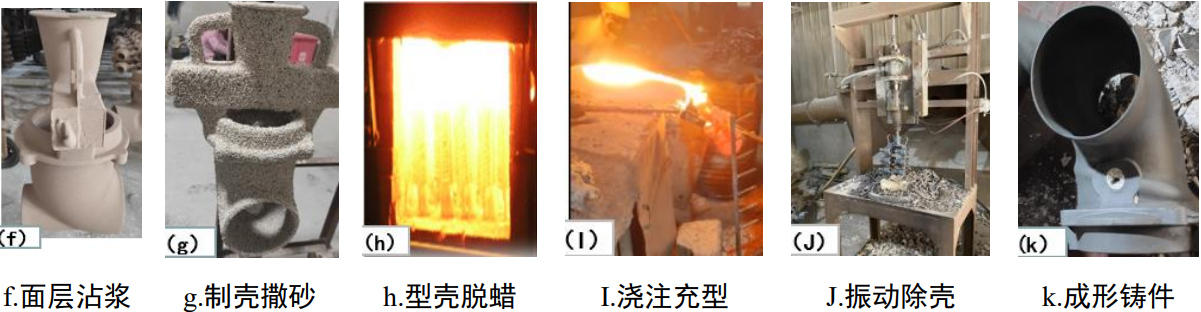
Figure 1.2 Production Process of Investment Casting
Investment casting has the following advantages in practical production applications: firstly, the castings manufactured are not only in terms of surface smoothness, but alsoBoth integrity and dimensional accuracy are far superior to ordinary casting, and can even reach CT4-6 levelBecause there are many molds used in investment castingUsing fusible wax material, and the wax mold coated with slurry material has good high-temperature resistance. After dewaxing, the surface of the mold cavity is smooth, and the roughness is even betterUp to Ra0.8 μ M; Secondly, compared with machining production, investment casting wastes less materials and has more styles of castings, which can be used for both manufacturing and manufacturing purposesSimplifying a single piece can also be used to manufacture thin-walled complex parts, especially complex thin-walled parts such as exhaust bends. Under the original manufacturing method, flangesAfter using mechanical processing, stress concentration may occur and materials may be consumed, while investment casting can directly produce whole productsA product can effectively avoid the occurrence of such problems and ensure that the product’s performance meets the requirements.
Investment casting technology also has drawbacks in practical production applications, as there are many research and development processes involved. Figure 1.2 includes11 steps, mainly divided into six stages: design, pressing preparation, wax preparation, shell making, pouring, and casting treatment, the entire production flowThe process takes a long time, and the raw and auxiliary materials used in each process are different and expensive. The key is that research and development and production cannot guarantee one-time useSuccess often requires repeated experimentation, which leads to higher research and manufacturing costs using investment casting technology. But fusion moldingThe advantages of casting outweigh the disadvantages, with a wide range of applications. Through high-precision and complex forming techniques, investment casting can produceProduce various alloy castings, which have significant advantages in high-precision and complex thin-walled product manufacturing; It can also meet the requirements of single piece small batch productionProduction, therefore, is mostly used in fields such as aerospace, ships, ships, weapons, etc. that require high product accuracy.
1.2.2 Overview of Domestic Investment Casting Development
In China, investment casting technology has a history of over 6000 years. As early as 513 BC, China had already establishedStarted using investment casting technology, mainly used to produce various types of bronze ware, bells and tripods, and artworks. Although China in the 20th centuryIn the 1950s, investment casting technology was also adopted, but Western countries adopted this technology earlier to meet the needs of aviationThe demand in the aerospace field was met by the introduction of a special adhesive (ethyl acetate) from the Soviet Union, which can effectively be used forThe process of shell preparation is complex and costly due to its hydrolysis process. After decades of unremitting efforts, the 20th centuryIn the 1960s, the Research Institute of the Chinese Academy of Sciences developed a new water glass adhesive, which can be effectively applied to thePrepared and successfully used in the automotive manufacturing industry. In China, precision casting technology (sodium silicate ammonium chloride) is developing rapidly.However, the shell prepared with water glass binder has lower dimensional accuracy, and despite this, precision casting technology is still a national concern in ChinaThe preferred method for producing components in the mechanical and weapon industries. In the 1970s, casting and shell making workers in ChinaArt has made new developments, developing a silica sol shell making process and conducting certain research on the performance of the mold material. stayIn the 1980s, China introduced advanced investment casting technology, which provided strong support for the development of the aviation industry.Then, after decades of research, by the 1990s, various processes of investment casting technology in China had achieved certain progressAchievements have led to the development of various materials, processes, and equipment, such as water-soluble cores, metal material improvements, centrifugal casting, and vacuum castingThe application of casting, centrifugal casting machine, automatic wax injection machine, and computer casting simulation technology in investment casting.The castings produced by investment casting have also begun to transition from having allowances to having no allowances, developing from solid castings to manufacturing hollow castings and thin castingsWall castings have a wide range of applications, involving various fields such as aviation, shipbuilding, medical, automotive, and weapons. At this point,The investment casting industry in China has seen a significant increase in both annual production volume and output value. According to statistics, in 2009, the number of precision casting factories nationwide has exceededOver 3000 companies, with an annual output value exceeding 20 billion yuan, especially in the weapons industry, which has been widely developed. In recent years, with theWith the continuous development of information technology and automation, casting simulation technology has also made rapid progress. Introduced a series of skilled techniciansDuan has now been invested in the investment casting industry.
With the development of technology, China’s die casting technology has also achieved outstanding results in the production process of thin-walled complex castings. However, in the actual production of castings, the most important thing is to control the casting process.For example, the design of wax injection, pouring feeding system, shell preparation, etc. Tan Peisong [26] optimized the die casting process by studying the various processes of the complex thin-walled impeller casting of 1.4462 duplex stainless steel, and finally produced high-quality castings.Some domestic universities and local companies are developing precision casting technology. After the joint efforts of Tsinghua University and Zhejiang Yuda Chemical Co., Ltd., a series of FS silicon sol with fast drying characteristics has been developed, which greatly improves the strength of the shell, which is improved by more than 50%, and the whole drying process of the shell has been shortened by nearly 1 times.In addition, Wuhan Zhifa Technology Development Co., Ltd. has prepared a shell with good performance by using ZF801 type fast drying silicon sol in the shell.Xi’an Jiaotong University has carried out research on the rapid die casting process based on light curing stereo modeling (SL), and in order to make the wax mold sintering quickly, Huazhong University of Science and Technology has also carried out research on the SLS sintering theory.Ye Jiuxin, Bao Yankun and other researchers have carried out research on the sodium silicate-silicon sol composite casting process. The results show that the casting production cycle is prolonged. Nevertheless, after improvement, the surface quality of castings has been significantly improved, thus bringing higher comprehensive benefits.After years of research, Wen Hong, Chang Lianhua et al. developed a new type of silica sol-ethyl silicate composite shell material, and through a large number of production practices, the results show that the surface quality, dimensional accuracy and yield of the shell cavity made of this material have been significantly improved, which can be used for the production of high-precision castings.
In general, China has made some achievements in the casting process of complex thin-walled castings, but compared with foreign countries, there is a certain gap in the advanced casting technology, the degree of automation of equipment and the application scope of products.In addition, many foreign casting enterprises have adopted the casting numerical simulation method to analyze the casting defects and optimize the process parameters, while in China, the research and development method of using computer simulation technology to optimize the casting process parameters and combine with the actual production of casting is still in the experimental stage, not applied to industrial production, and the method of “experiment + repeated experiments” is still mainly used in product research and development.Therefore, promoting the auxiliary role of computer casting simulation technology in the industrial production of casting is of great significance to promoting the development of casting technology in China.
1.3 Overview of casting numerical simulation methods
The traditional investment casting research and development of new products is to repeatedly test until the product is qualified, to obtain the best process parameters, so that the optimal process continues to spend a lot of time, but also consume a lot of manpower and material resources. In today’s fierce market competition, the trial-and-error method can no longer comply with the development of The Times, so enterprises must try their best to solve the problem of time, power and material consumption in the research and development manufacturing process. The use of casting numerical simulation technology to assist the development of products not only improves the efficiency of research and development but also saves the cost, which has been accepted by more and more manufacturers. With the development of relevant basic disciplines used in the development of numerical simulation software for casting, numerical simulation technology for casting has developed into a mature and reliable method for casting analysis.
The numerical simulation of casting is mainly combined with numerical analysis technology and database technology, and the temperature field is further simulated in the process of flow field and stress field analysis. In general, it is still the analysis of filling and solidification process, and the numerical simulation analysis of temperature field ultimately lays the foundation for predicting casting defects. The numerical simulation predicts the distribution of shrinkage and porosity defects of castings, further analyzes the causes of defects, adjusts the pouring process, optimizes process parameters, and provides theoretical guidance for the research of investment casting process.
As shown in Figure 1.3, the casting numerical simulation system is composed of three modules. The pre-processing module includes the establishment of material database, surface mesh division, mold shell establishment, and body mesh division, etc. The intermediate processing module involves the setting of selected parameters, multiple calculation methods and prediction of casting quality, and the post-processing module mainly displays the dynamic simulation results. The calculation methods used in each module are different, and the whole simulation process uses a variety of calculation methods (including numerical discretization, solidification process calculation and casting mold filling simulation calculation).
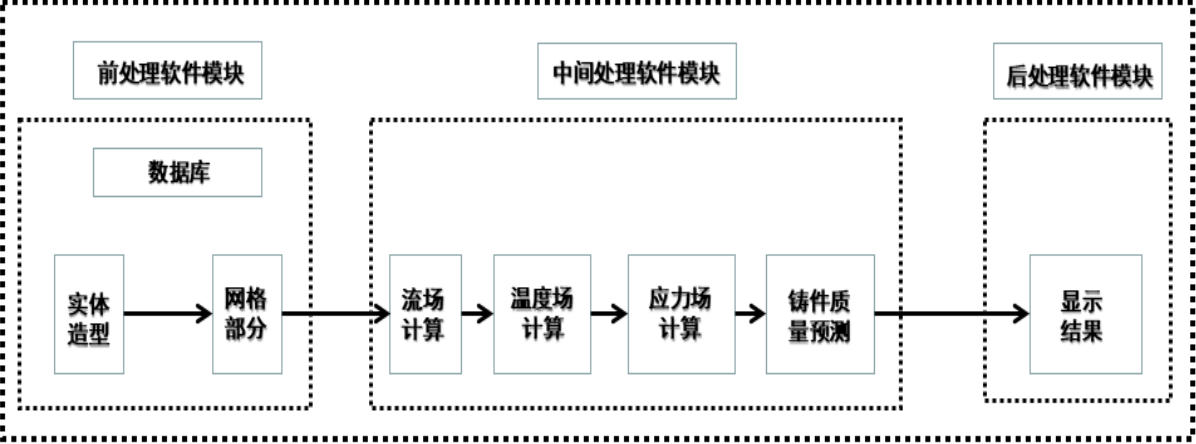
FIG. 1.3 Composition of the casting numerical simulation system
The main purpose of numerical simulation is to predict casting defects and help producers analyze defects. By optimizing production parameters, it can effectively solve the problems such as long time of traditional repeated trial production, high casting cost, and difficult quality control, thus greatly shortening the development cycle, improving the yield of casting products, and reducing production costs. The time invested by the traditional investment casting test method is generally not less than 20 days, or even longer. The rational use of numerical simulation software to assist the development of new products can shorten the trial production time by 40%, reduce the cost by 30% and improve the utilization rate of materials by 25%, so the numerical simulation technology is particularly important in the casting process design.
Numerical simulation technology starts relatively late in our country. Probably in the 1970s, our country made improvements in numerical simulation technology, combined with foreign multi-field coupling technology at the same time to add and calculate the temperature field model. Until the early 1990s, China added heat transfer on the basis of the velocity-pressure field, and successfully converted the algorithm from two-dimensional to three-dimensional. In the late 20th century, researchers developed special software for grid partitioning based on 3D algorithm models, which successfully improved the accuracy of simulation results. The domestic Huazhu CAE software was jointly developed by Zhou Jianxin of Huazhong University of Science and Technology in the 21st century. The software is convenient and more accurate in predicting various casting defects caused by investment casting, and is gradually used as a guide process in industrial production. In addition, many universities in China have made outstanding contributions to investment casting process research and parameter optimization.
Simulation experiment of investment casting for thin-walled castings, Xi-E When producing Ni3Al based alloy thin-walled castings,By using ProCAST software to simulate the filling and solidification process, potential defects can be predicted and relevant measures can be made Analyze and study, then further improve the design of the pouring system and optimize the pouring process parameters, and apply the pouring parameters in practice International casting tests were conducted to obtain castings with nearly zero defects. Miao et al. [46] focused on casting solidification when using AlSi11 alloy casting
Solid process simulation using ProCAST software to predict the location of shrinkage defects in AlSi11 alloy castings based on simulation results Volume size, analyze the causes of defects and optimize them, and then apply them to actual experiments to improve new product development Production efficiency.
The numerical simulation technology of casting has provided convenience in solving the problems of complex casting process, production time consumption, and high cost faced in the development of new investment casting products. However, currently there are still difficulties in using this technology, such as using fusion technology in China When conducting new product research and development in mold casting, it is still in the “experience+experiment” stage, and it is necessary to first use casting simulation software to obtain the optimal process There are fewer companies conducting trial production based on their artistic parameters. At present, we will shift the traditional method of trial and error production and exploration of processes towards “simulation models” The transition from planned optimization to actual production testing is imperative, and this project will combine the structure of exhaust pipe castings and alloy materials By utilizing numerical simulation and experimental methods, we have developed an investment casting process suitable for the overall manufacturing of exhaust pipe bends,And produce qualified castings.