
Chapter 1: The Principles of Investment Casting
Investment casting process, also known as the “lost-wax casting” process. Here’s a more detailed explanation of each step in the investment casting process:
- Pattern Creation:
- A pattern is the exact replica of the final part to be cast. It can be made from various materials, including wax, plastic, or even metal.
- The pattern is created using various techniques, such as injection molding, machining, or hand carving.
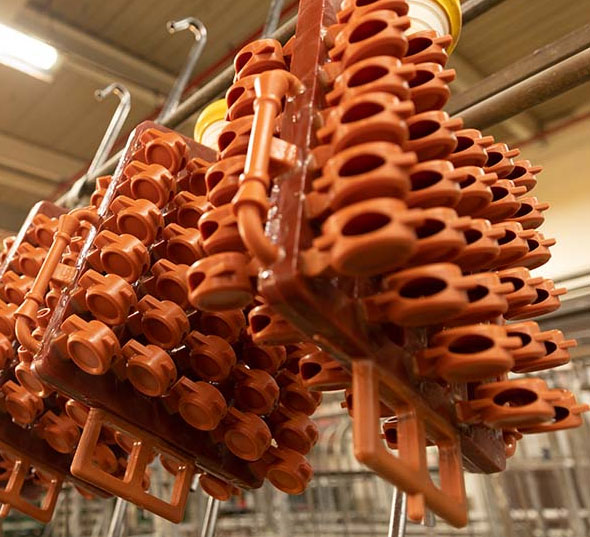
- Assembly and Mold Creation:
- Multiple patterns are attached to a central sprue to create a pattern cluster.
- The pattern cluster is then coated with a refractory ceramic material, often referred to as the investment material. This forms a ceramic shell around the pattern.
- De-waxing (Dewaxing):
- The ceramic shell assembly is heated to a certain temperature to melt and remove the wax or other pattern material. This leaves behind a cavity in the ceramic shell that mirrors the shape of the original pattern.
- Preheating:
- The ceramic shells are preheated to remove any remaining moisture and to ensure they are ready to receive the molten metal.
- Casting:
- Molten metal is poured into the preheated ceramic shells to fill the cavities. The metal can be poured using gravity, vacuum, or pressure.
- Solidification and Cooling:
- Once filled, the molten metal is allowed to solidify and cool within the ceramic shell, taking the shape of the desired part.
- Shell Removal:
- After the metal has solidified, the ceramic shell is broken or removed to reveal the cast metal part. This can be done through methods like vibration, sandblasting, or chemical processes.
- Cutting and Finishing:
- The individual cast parts are separated from the central sprue and any excess material is removed. Additional finishing processes, such as grinding, machining, or polishing, may be performed to achieve the final desired shape and surface finish.
Investment casting is particularly well-suited for producing complex and intricate parts with high precision and fine detail. It is commonly used to manufacture components for industries such as aerospace, automotive, medical equipment, and jewelry, where tight tolerances and intricate geometries are required. The process allows for a high degree of design freedom and can produce parts with excellent surface quality and dimensional accuracy.
Chapter 2: The Process Flow of Investment Casting
the key steps involved in the investment casting process. Here’s a more detailed breakdown of each step in the process flow of investment casting:
- Pattern or Model Preparation:
- Create a wax or other pattern material replica of the final part to be cast. Patterns can be made using various techniques, including injection molding, machining, or hand carving.
- Cluster Assembly:
- Attach multiple individual patterns to a central sprue or gating system to create a pattern cluster. This cluster will be coated with the investment material.
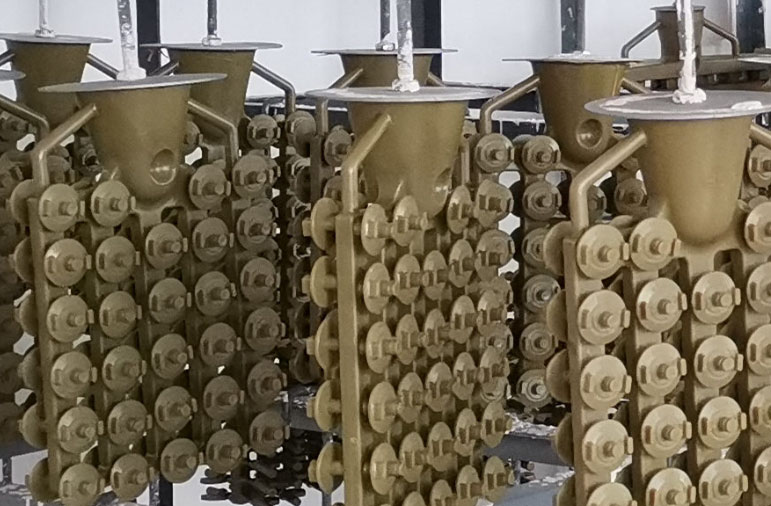
- Coating (Ceramic Shell Building):
- Dip or coat the pattern cluster in a refractory slurry (ceramic material) to create a thin, ceramic shell around the patterns. The shell is built up through a series of dipping and stuccoing (application of ceramic particles) cycles.
- Drying:
- Allow the coated pattern cluster to dry thoroughly to remove any moisture and ensure the ceramic shell is ready for further processing.
- De-waxing (Dewaxing):
- Heat the ceramic shell assembly to a temperature that melts and removes the wax or pattern material. This leaves behind a cavity in the ceramic shell.
- Preheating:
- Preheat the ceramic shells to remove residual moisture and ensure they are at the correct temperature for casting.
- Pouring (Casting):
- Molten metal is poured into the preheated ceramic shells through the gating system. The metal fills the cavities left by the removed patterns.
- Solidification and Cooling:
- Allow the molten metal to solidify and cool within the ceramic shell to take the shape of the final part.
- Demolding:
- Break or remove the ceramic shell to reveal the cast metal part. This can involve methods like vibration, sandblasting, or chemical treatments.
- Cutting and Finishing:
- Separate individual cast parts from the gating system and remove any excess material (feeders, risers).
- Perform finishing operations, such as grinding, machining, and polishing, to achieve the desired surface finish and dimensions.
- Inspection and Quality Control:
- Inspect the cast parts for defects, dimensional accuracy, and other quality criteria. Non-destructive testing (NDT) methods may be used to ensure part integrity.
- Sintering (Optional):
- In some cases, a post-casting sintering process may be required to improve the mechanical properties of the cast metal.
- Final Inspection and Packaging:
- Conduct a final inspection to ensure all quality standards are met.
- Package the finished castings for shipment to customers.
Investment casting is known for its ability to produce intricate and complex parts with high precision and excellent surface finish. It is widely used in various industries where intricate geometries, high dimensional accuracy, and fine detail are essential.
Chapter 3: The Preparation Process of Investment Casting Models
The process of preparing investment casting models involves careful selection of materials and precise processing to create accurate and high-quality patterns. Here’s a detailed overview of the steps involved in preparing investment casting models:
- Material Selection:
- Choose appropriate pattern materials, such as wax, plastic, or even metal, depending on factors like complexity, size, and desired surface finish of the final part.
- Wax patterns are commonly used due to their ease of manipulation, low melting point, and ability to replicate intricate details.
- Pattern Creation:
- Depending on the chosen material, create patterns using techniques like injection molding, machining, or hand carving.
- For wax patterns, injection molding is a common method where molten wax is injected into a mold cavity to create the desired shape.
- Pattern Assembly (Cluster Creation):
- Attach multiple individual patterns to a central sprue or gating system to create a pattern cluster.
- The pattern cluster may include gates, runners, risers, and other components that aid in the casting process.
- Pattern Verification:
- Inspect each pattern for accuracy, ensuring that all dimensions and features match the design specifications.
- Pattern Coating (Optional):
- In some cases, patterns may undergo a thin ceramic coating to improve their surface properties and enhance shell formation during the investment process.
- Cluster Gating System Design:
- Design the gating system that will facilitate the flow of molten metal into the pattern cluster and allow for proper venting.
- Central Sprue Attachment:
- Attach the pattern cluster to the central sprue or gating system using adhesives or other secure methods.
- Cluster Coating (Ceramic Shell Building):
- Dip the entire pattern cluster into a refractory slurry to coat it with a thin layer of ceramic material.
- This coating process is repeated with layers of ceramic stucco to build up the ceramic shell.
- Cluster Drying:
- Allow the coated pattern cluster to dry thoroughly to remove moisture and ensure the ceramic shell is ready for further processing.
- De-waxing (Dewaxing):
- Heat the ceramic-coated cluster to melt and remove the wax or pattern material, leaving behind a cavity in the ceramic shell.
- Preheating:
- Preheat the ceramic shells to eliminate any remaining moisture and prepare them for the casting process.
The careful preparation and assembly of investment casting models are critical to ensuring that the patterns accurately represent the final part’s design and dimensions. The use of high-quality pattern materials and precise processing techniques contributes to the successful creation of complex and intricate castings through the investment casting process.
Chapter 4: The Coating Technology for Investment Casting Models
Coating ceramic shell materials on investment casting models to form high-temperature resistant shells is a crucial step in the investment casting process. It involves applying multiple layers of ceramic slurry and stucco to create a strong and durable shell. Mastering this process requires attention to detail, proper techniques, and careful drying. Here’s a step-by-step guide:
Materials Needed:
- Ceramic slurry (refractory material mixed with water and additives)
- Ceramic stucco (refractory particles)
- Dipping tanks or containers
- Drying racks or areas
- Ventilation for fumes
Coating Process:
- Prepare the Ceramic Slurry:
- Mix the ceramic slurry according to manufacturer guidelines. The slurry should have the right consistency for dipping and adhere well to the patterns.
- Dip the Pattern Cluster:
- Dip the pattern cluster (attached patterns) into the ceramic slurry. Hold it vertically to allow excess slurry to drip off.
- Rotate the cluster to ensure uniform coverage. Allow the first layer to dry for a short period (usually a few minutes) to develop tackiness.
- Apply Ceramic Stucco:
- While the first layer is still tacky, apply a layer of ceramic stucco by gently patting it onto the surface. This creates a rough texture that helps subsequent layers adhere better.
- Repeat Dipping and Stucco Layers:
- Repeat the process of dipping into the slurry and applying stucco multiple times (usually 6-8 layers) to build up the thickness of the shell.
- Alternate between dipping and stucco layers, allowing each layer to dry partially before applying the next. The layers should be thin to prevent cracking and ensure even drying.
- Controlled Drying:
- After applying each layer, place the pattern cluster in a controlled drying environment. The drying process is critical to prevent cracks and ensure proper shell formation.
- Gradually increase the drying temperature and duration with each layer to remove moisture. Follow manufacturer guidelines for drying times and temperatures.
- Ventilation and Safety:
- Ensure proper ventilation in the drying area, as some fumes may be generated during the drying process. Follow safety guidelines and use protective equipment if needed.
- Inspection and Quality Control:
- Inspect each layer for uniformity, smoothness, and any defects. Any irregularities may affect the final casting quality.
- Final Drying and Curing:
- After applying all layers, allow the entire shell to dry and cure completely. This step ensures the shell is strong and ready for the casting process.
Mastering the process of coating multiple layers and drying requires practice and attention to detail. Each layer should be applied evenly and allowed to dry properly to avoid issues during casting. It’s essential to follow manufacturer guidelines for slurry and stucco preparation, drying times, and temperatures to achieve consistent and high-quality ceramic shell coatings on your investment casting models.
Chapter 5: Melting and Pouring Process in Investment Casting
The melting and pouring process in investment casting involves melting the chosen metal or alloy and carefully pouring it into the prepared ceramic shell to create the final casting. Proper control of pouring temperature and speed is crucial to ensure the casting solidifies correctly and cools uniformly. Here’s a step-by-step guide:
Melting and Pouring Process:
- Furnace Preparation:
- Preheat the furnace to the melting temperature of the chosen metal or alloy.
- Ensure the crucible (container for holding molten metal) is clean and free of contaminants.
- Metal Charging:
- Charge the crucible with the appropriate amount of metal or alloy to produce the desired number of castings.
- Consider factors like alloy composition, melting point, and casting size when determining the amount of metal to charge.
- Melting:
- Start the melting process and allow the metal to reach its melting point. Stirring or fluxing may be necessary to remove impurities or ensure uniform composition.
- Maintain a consistent and controlled temperature to prevent overheating or burning of the metal.
- Temperature Control:
- Use a temperature-measuring device (such as a pyrometer) to monitor the metal’s temperature accurately.
- Adjust the furnace temperature as needed to achieve the desired pouring temperature.
- Preheating the Mold:
- Preheat the ceramic shell mold to a temperature that prevents thermal shock when the molten metal is poured.
- Pouring:
- Once the metal is fully molten and at the desired pouring temperature, carefully remove the crucible from the furnace using appropriate safety equipment.
- Transport the crucible to the mold and pour the molten metal into the central sprue or gating system. Maintain a steady and controlled pour to avoid turbulence.
- Pouring Speed:
- Control the pouring speed to ensure a controlled and even flow of molten metal into the mold. A controlled pour minimizes the risk of defects and promotes uniform filling.
- Solidification and Cooling:
- As the molten metal enters the mold, it begins to solidify and take the shape of the cavity.
- Allow the casting to cool within the mold until it solidifies completely.
- Demolding:
- Once the casting has solidified and cooled, the ceramic shell is removed to reveal the cast metal part. This can involve methods like vibration, sandblasting, or chemical treatments.
Proper control of pouring temperature and speed is essential for successful investment casting. The pouring temperature should be sufficient to ensure complete filling of the mold and proper flow of the metal. Controlling the pouring speed helps avoid turbulence, mold erosion, and other casting defects. It’s important to consider factors such as alloy properties, mold preheating, and casting geometry when determining the optimal pouring conditions. Regular practice, accurate temperature measurements, and adherence to best practices will contribute to consistent and high-quality investment castings.
Chapter 6: Removing Internal Castings after Demolding in Investment Casting
Removing internal castings (also known as cores) after demolding in investment casting can be a delicate process to ensure that the final casting is not damaged. Here’s a step-by-step guide on how to safely and effectively remove internal cores:
Materials Needed:
- Tools for core removal (picks, brushes, pliers, etc.)
- Protective gear (gloves, safety glasses)
Core Removal Process:
- Inspect the Casting:
- Before attempting to remove the internal cores, carefully inspect the demolded casting for any visible signs of cores that may still be present.
- Brushing and Tapping:
- Gently brush the exterior of the casting with a soft brush to dislodge any loose ceramic material or residue from the core.
- Lightly tap the casting to help release any trapped ceramic particles.
- Use Picks or Probes:
- Use specialized tools such as picks or probes to carefully locate the edges or surfaces of the internal core within the casting.
- Gently pry or lift the core, taking care not to apply excessive force that could damage the casting.
- Grinding or Sandblasting (if necessary):
- In some cases, if the internal core is stubbornly adhering to the casting, you may need to use precision grinding or sandblasting techniques to carefully remove the core remnants. This step requires expertise to avoid damaging the casting’s surface.
- Inspect and Clean:
- After removing the internal core, thoroughly inspect the casting to ensure that all core remnants have been successfully removed.
- Clean the casting to remove any residual ceramic particles or debris.
- Surface Restoration (if needed):
- If any minor surface imperfections or marks were left during the core removal process, consider using appropriate techniques to restore the surface finish, such as polishing or grinding.
- Quality Control:
- Perform a final quality inspection of the casting to ensure that the removal of the internal core did not result in any defects or damage.
- Documentation:
- Keep records of the core removal process and any adjustments made to ensure consistency and quality control in future castings.
It’s important to exercise extreme caution during the core removal process to avoid damaging the investment casting. The internal cores are typically made of ceramic material, which can be fragile. Skilled operators and careful handling of the casting are essential to achieve successful core removal without compromising the integrity of the final product.
Chapter 7: The Post Treatment of Investment Casting
After the investment casting process, several subsequent processes may be required to prepare the castings for their intended use. These processes help remove any remaining gating system components, refine surface finishes, and enhance the mechanical properties of the castings. Here are some of the common subsequent processes in investment casting:
- Deburring and Trimming:
- After demolding, the castings may have residual gating system components (sprues, runners, risers) attached. These need to be removed through deburring and trimming processes.
- Manual or automated methods such as grinding, filing, or abrasive blasting may be used to remove excess material and achieve the desired shape and finish.
- Surface Finishing:
- Castings often undergo additional surface finishing processes to achieve the desired appearance and surface quality.
- Techniques such as sandblasting, shot peening, polishing, or electroplating may be used to enhance the surface finish.
- Heat Treatment:
- Heat treatment processes are performed to improve the mechanical properties of the castings, such as hardness, strength, and dimensional stability.
- Annealing, quenching, tempering, and solution treatment are some common heat treatment methods used based on the material and application.
- Machining:
- Machining processes like turning, milling, drilling, and threading may be employed to achieve precise dimensions and tolerances on specific areas of the casting.
- Welding and Joining:
- Depending on the design and requirements, castings may need to be welded or joined with other components. Welding processes may include arc welding, TIG welding, or laser welding.
- Surface Coating or Painting:
- Some castings may require additional protective coatings, such as powder coating, painting, or plating, to enhance corrosion resistance or appearance.
- Non-Destructive Testing (NDT):
- Castings can undergo various NDT methods like radiographic testing (X-rays), ultrasonic testing, dye penetrant testing, or magnetic particle testing to detect internal defects or anomalies.
- Assembly and Final Inspection:
- If the casting is part of a larger assembly, it may need to be assembled with other components before undergoing a final inspection to ensure it meets all specifications and quality standards.
Each subsequent process is carefully selected based on the casting material, design, intended use, and industry requirements. Proper execution of these processes is crucial to ensuring that the investment castings meet the desired specifications and performance criteria.
Chapter 8: Precision Level and Surface Quality of Investment Casting

Accuracy Level and Surface Quality in Investment Casting:
Investment casting is known for its ability to produce intricate and complex parts with high accuracy and excellent surface quality. However, achieving consistent accuracy and surface finish requires careful attention to various factors throughout the casting process.
Factors Influencing Accuracy and Surface Quality:
- Pattern Making and Tooling:
- High-quality patterns and tooling are essential to ensure accurate replication of the desired shape. Precision in pattern making directly affects the final casting’s dimensions.
- Ceramic Shell Coating:
- The uniformity and thickness of the ceramic shell layers contribute to accurate replication of details and surface finish. Proper coating techniques prevent defects that can affect accuracy.
- Wax and Shell Removal:
- Thorough removal of wax and shell materials is critical to avoid dimensional changes during the casting process. Incomplete removal can lead to inaccuracies.
- Pouring Process:
- Proper control of pouring temperature, speed, and gating system design helps ensure that the molten metal flows smoothly and fills the mold correctly.
- Solidification and Cooling:
- Controlling the cooling rate and avoiding rapid temperature changes can minimize internal stresses and distortion that affect accuracy.
- Deburring and Trimming:
- Accurate removal of gating components through deburring and trimming prevents post-casting inaccuracies.
- Machining and Finishing:
- Precision machining processes help achieve exact dimensions, tolerances, and surface finish on critical areas of the casting.
Improving Accuracy and Surface Finish:
- Pattern and Mold Preparation:
- Ensure patterns are of high precision and molds are well-prepared to ensure accurate replication.
- Ceramic Shell Coating:
- Maintain consistent slurry composition, application techniques, and drying procedures to achieve uniform shell layers.
- Wax and Shell Removal:
- Thoroughly clean out wax and shell remnants to prevent defects and dimensional changes.
- Pouring Process Optimization:
- Fine-tune pouring parameters to minimize turbulence and ensure complete mold filling.
- Cooling Control:
- Use controlled cooling techniques to prevent thermal stresses and distortion during solidification.
- Machining and Finishing:
- Employ advanced machining techniques and precision tools to achieve desired dimensions and surface quality.
- Quality Control and Inspection:
- Implement rigorous quality control procedures, including dimensional measurement and non-destructive testing, to identify and rectify any inaccuracies.
- Surface Treatments:
- Utilize appropriate surface treatments, such as polishing or coatings, to enhance surface finish.
By carefully controlling each step of the investment casting process and implementing quality control measures, manufacturers can achieve high accuracy and superior surface finish in the final castings. Regular process optimization, training, and continuous improvement efforts are key to achieving consistent results.
Chapter 9: The Widespread Application of Investment Casting
Investment casting is a versatile manufacturing process that is widely used in various industries due to its ability to produce complex and detailed parts with high precision and quality. Some of the fields where investment casting is commonly employed include:
- Aerospace and Aviation:
- Investment casting is extensively used in aerospace applications for producing turbine blades, engine components, aircraft structural parts, and other critical components that require high precision and performance.
- Automotive:
- Investment casting is used in the automotive industry to manufacture engine components, transmission parts, suspension components, and other critical components that require precise dimensions and weight reduction.
- Medical Equipment:
- Investment casting is employed to produce intricate and biocompatible medical equipment and devices such as surgical instruments, orthopedic implants, dental components, and prosthetics.
- Industrial Equipment:
- Investment casting is used in various industrial applications to produce pump and valve components, gears, connectors, and other parts that require complex geometries and accurate dimensions.
- Energy and Power Generation:
- Investment casting is used to manufacture components for power generation equipment, including gas turbine blades, steam turbine parts, and components for renewable energy systems.
- Defense and Military:
- Investment casting is utilized to produce components for defense and military equipment, including firearm parts, artillery components, and specialized equipment.
- Art and Sculpture:
- Investment casting is employed in the art industry to create sculptures, artistic pieces, and decorative items that require intricate details and unique designs.
- Marine and Shipbuilding:
- Investment casting is used to produce marine components such as propellers, valves, and ship fittings that need to withstand harsh marine environments.
- Electronics:
- Investment casting is used to manufacture electronic components, connectors, and housings for various electronic devices.
- Jewelry:
- Investment casting is used in the jewelry industry to create intricate and detailed jewelry pieces with high precision and fine details.
- Food Processing:
- Investment casting is employed to produce components used in food processing equipment, such as valves and fittings.
- Textile and Apparel:
- Investment casting is used to manufacture components for textile machinery, such as loom parts and textile guides.
The adaptability and flexibility of investment casting make it suitable for a wide range of applications across different industries. Its ability to produce complex and customized components with high accuracy and surface finish makes it a preferred choice for industries that require precision and quality in their products.
Chapter 10: The Advantages and Disadvantages of Investment Casting
The widespread application of investment casting comes with a set of advantages and disadvantages, each of which must be considered when choosing this manufacturing method for specific applications:
Advantages of Investment Casting:
- High Precision: Investment casting is known for its exceptional dimensional accuracy and ability to produce intricate and complex shapes, making it suitable for critical components that demand tight tolerances.
- Complex Geometries: Investment casting allows for the creation of intricate and detailed parts that would be challenging or impossible to achieve through other manufacturing methods.
- Excellent Surface Finish: Investment castings typically have smooth and refined surface finishes, reducing the need for additional machining or finishing operations.
- Material Versatility: Investment casting supports a wide range of materials, including ferrous and non-ferrous metals, superalloys, and even certain ceramics.
- Reduced Material Waste: The near-net shape capability of investment casting minimizes material waste compared to traditional machining methods.
- Design Flexibility: Investment casting enables design freedom, facilitating the creation of complex and innovative designs.
Disadvantages of Investment Casting:
- Complex Process: The investment casting process involves multiple steps, including pattern making, shell building, melting, pouring, and post-processing, which can lead to increased production time and complexity.
- High Initial Costs: The creation of patterns and molds, along with the use of specialized equipment and skilled labor, can result in higher initial costs compared to other casting methods.
- Cost for Small Runs: Investment casting is often more cost-effective for large production runs due to the upfront costs associated with pattern creation.
- Limited Size and Weight: Investment casting has limitations in terms of the size and weight of parts that can be effectively cast, which may lead to size restrictions for certain applications.
- Surface Defects: The investment casting process can introduce surface defects, such as porosity, inclusions, and surface imperfections, which may require additional inspection and quality control measures.
- Brittleness (Ceramic Shells): The ceramic shell used in the process can be brittle and susceptible to cracking, which can affect the quality of the final casting.
- Complexity in Core Removal: For parts with intricate internal structures, removing the ceramic cores can be challenging and may require specialized techniques.
- Environmental Impact: The investment casting process involves the use of ceramic shell materials, which can be resource-intensive and generate waste. Proper disposal and recycling methods are crucial.
The decision to use investment casting should be based on a thorough evaluation of its benefits and drawbacks, as well as the specific requirements of the application. While investment casting offers unique advantages in terms of precision and complexity, its complexity and cost considerations need to be carefully weighed against the desired outcomes and production volumes.
Chapter 11: Innovative Trends in Investment Casting
In the field of investment casting, there are several innovative trends that are shaping the industry and driving advancements in digital manufacturing, materials, and processes. These trends are aimed at improving efficiency, precision, and sustainability in investment casting operations. Here are some notable trends:
- Digital Manufacturing and Simulation:
- Digital technologies such as 3D printing and computer-aided design (CAD) are increasingly integrated into investment casting processes.
- 3D printing is used to create intricate patterns directly, reducing the need for traditional pattern-making methods.
- Simulation software is employed to optimize casting processes, predict defects, and simulate solidification and cooling behavior.
- Advanced Materials:
- New and advanced materials are being developed to meet specific industry demands, such as high-temperature alloys, corrosion-resistant materials, and lightweight alloys.
- The use of advanced materials enhances the performance and durability of castings in challenging environments.
- Additive Manufacturing and Hybrid Processes:
- Investment casting is being combined with additive manufacturing (AM) techniques to create hybrid parts with complex geometries. AM is used to create sacrificial cores or to add features to castings before the investment casting process.
- Automation and Robotics:
- Automation and robotics are being introduced to various stages of the investment casting process, including shell building, handling, and post-processing tasks.
- Robotic systems improve consistency, reduce manual labor, and enhance safety in casting operations.
- Real-Time Monitoring and Data Analytics:
- IoT (Internet of Things) devices and sensors are used to monitor process variables such as temperature, pressure, and humidity during casting.
- Data analytics and machine learning algorithms are applied to analyze real-time data, optimize process parameters, and predict defects.
- Green Casting and Sustainability:
- Environmentally friendly practices, such as reducing energy consumption and waste generation, are being emphasized in investment casting.
- Sustainable materials, including recycled ceramic shells and more eco-friendly binders, are being explored.
- Improved Surface Finishes:
- Advancements in shell materials and coating techniques are leading to enhanced surface finishes without compromising dimensional accuracy.
- Supply Chain Integration:
- Improved connectivity and collaboration among different stages of the supply chain are leading to more streamlined and efficient processes.
- Digital Twin and Virtual Reality (VR):
- Digital twin concepts and VR technologies are used to create virtual representations of casting processes, aiding in process optimization and training.
- Customization and Personalization:
- Investment casting is increasingly being used for custom and one-of-a-kind components, catering to personalized needs in industries like medical equipment and aerospace.
These trends are driven by the need for increased efficiency, reduced lead times, improved quality, and sustainability in investment casting operations. As technology continues to advance, investment casting is likely to benefit from further integration of digital tools, innovative materials, and process enhancements.