Flywheel is a part of engine components. Its product surface is fully processed. The dynamic balance test of parts. Although the product structure is simple, it is required that there are no defects on the surface and inside of the casting. The overall dimension of the casting blank is 0274×32 mm, the thickest wall thickness is 32 mm, the thinnest wall thickness is 14 mm, the blank quality is &3kg, and the casting material is HT250. The length of graphite is grade 4-7, the graphite form is a + B (am70%, type C is not allowed), ferrite is less than 10%, and the hardness (surface cutting m1.5mm) is 187-241 HBS.
(1) Foam mold
Under the premise that the equipment meets the casting process requirements, the success or failure of lost foam casting depends on 50% ~ 60% of the quality of the foam pattern, and the quality of the mould directly affects the quality of the foam pattern. Therefore, in the production of foam mold, we should choose high-quality mold.
(2) Advance issue and maturation of mold materials
According to the trial of the product, choose the EPS material of B106 of a company as raw material for making foam pattern. The density of EPS foam is strictly controlled in the range of 20 ~ 22 g/L. In order to meet this technical requirement, the pre foaming bulk density of EPS beads should be strictly controlled. The pre bubble density of EPS beads should be strictly controlled at 18 ~ 20 g/L to ensure the foam density of 20 ~ 22 g/L. After the EPS material is foamed by the pre foaming machine, the EPS material can be used only after being cured in the curing bin for 4 ~ 8h.
(3) Foam molding and aging
Foam forming is made by hydraulic semi-automatic forming machine, and the whole forming of the flywheel is realized by the optimization design of the die. In order to make moisture and foaming agent volatilization and volatilization in foam pattern and mitigate the adverse effects of residual moisture and foaming agent on casting process, it is required that the foam pattern be naturally aged for 10 to 15 days at room temperature.
(4) Foam pattern drying
The foam pattern and forming gating system must be dried at 40 + 5 degrees C and the relative humidity is less than 30% before assembling and adhering the complete pattern. The drying chamber is dried separately until the foam pattern and the pouring system are dried.
(5) Finishing and bonding of foam pattern
After full aging, foam pattern should be carefully trimmed, remove flash and burrs, repair damaged surfaces, and check the key dimensions of finishing quality and foam pattern. The fully qualified foam pattern and foam pouring system were used to synthesize the model group by hot melt adhesive. Glue shall be applied evenly during operation. On the premise of meeting the bonding requirements, glue shall be used as little as possible.
(6) Dip coating and drying
Lost foam casting coating is also very important. About 30% of the success of lost foam casting depends on lost foam casting coating and coating process. The commercial lost foam casting coating produced by a company is used for Flywheel Casting. Through test and comparison, the coating has excellent comprehensive performance and high cost performance. The coating needs to be applied twice. The foam pattern group is dried separately according to the times of coating. The thickness of the coating should not be too thick or too thin. The coating thickness must be strictly controlled at 0.7 ~ 1 mm.
(7) Gating system
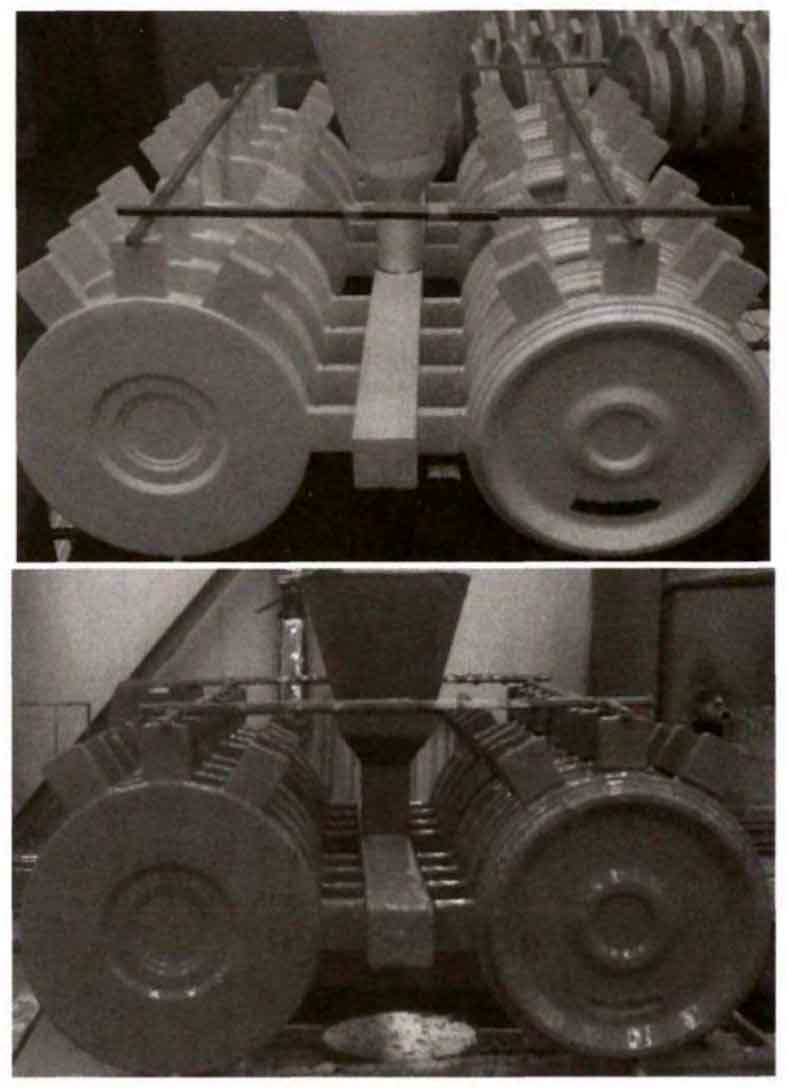
The gating system of lost foam casting process has a great impact on the quality of casting blank, and the design of gating system is particularly important. One is the form of gating system, the other is the setting position of inner sprue. The gating system of the whole casting adopts an open gating system, that is, f direct VF inspection is less than f, 16 flywheel castings are poured in one gating system, and the pouring time is 30 ~ 35 s. The position design of the inner sprue of the casting is very important. The flywheel gating system is shown in Figure 1.
(8) Modelling
30 ~ 50 mesh dry sand is selected for modeling. For the case of foam, carefully check the coating before packing, and use the quick drying paint to repair the tiny cracks. At the same time, carefully check whether the model is deformed, and return it in case of deformation. A special sand box is used, and a set of foam models is embedded in each box. The vibrating table is airtight by frequency modulation, the sand box is locked and the bottom sand is added. The thickness is about 120 mm. After shaking, the bottom sand is scraped and the foam model is placed again. When placing the model, make the pouring cup close to the side of the box as much as possible to facilitate the pouring operation. Sand filling is done two times. The height of the first sand filling is covered by flywheel foam.
Adjust the appropriate vibration frequency, and the time shall not be too long. It shall be controlled at 20 ~ 25 seco. The second sand filling is covered sand, and the covered sand shall have sufficient thickness, so as to ensure sufficient sand consumption and prevent box expansion. The gating system of Flywheel Casting has been determined, and the height of sand filling shall be subject to the fact that the sand plane after vibration is 25 mm lower than the end face of gate cup. After the molding sand is vibrated, the sand surface shall be scraped flat and shall not be hilly. The plastic film shall be covered by the sand filling and embedding personnel. After the film is covered, protective sand shall be added. The protective sand layer shall be 20mm thick and scraped flat. The sprue cup should be fully exposed. In the process of burying the box, the burying personnel shall operate according to the process requirements. The embedded sand box shall be inserted and hung with the process card according to the process requirements and moved to the pouring station.
(9) Alloy molten iron melting
The flywheel is made of HT250 low alloy casting, and the control range of chemical composition is shown in Table 1. The tensile strength shall not be less than 250 MPa. The castings shall be subject to internal stress relief treatment. The hardness shall be 187 ~ 241 HBS and the hardness difference shall not be greater than 25 HbSO. The castings shall be produced by 2.0T medium frequency electric furnace. The discharge temperature is required to be controlled at 1560-1580 ° C. The flow inoculation treatment is adopted, and the addition amount of ferrosilicon inoculant is 0.2% ~ 0.3%.

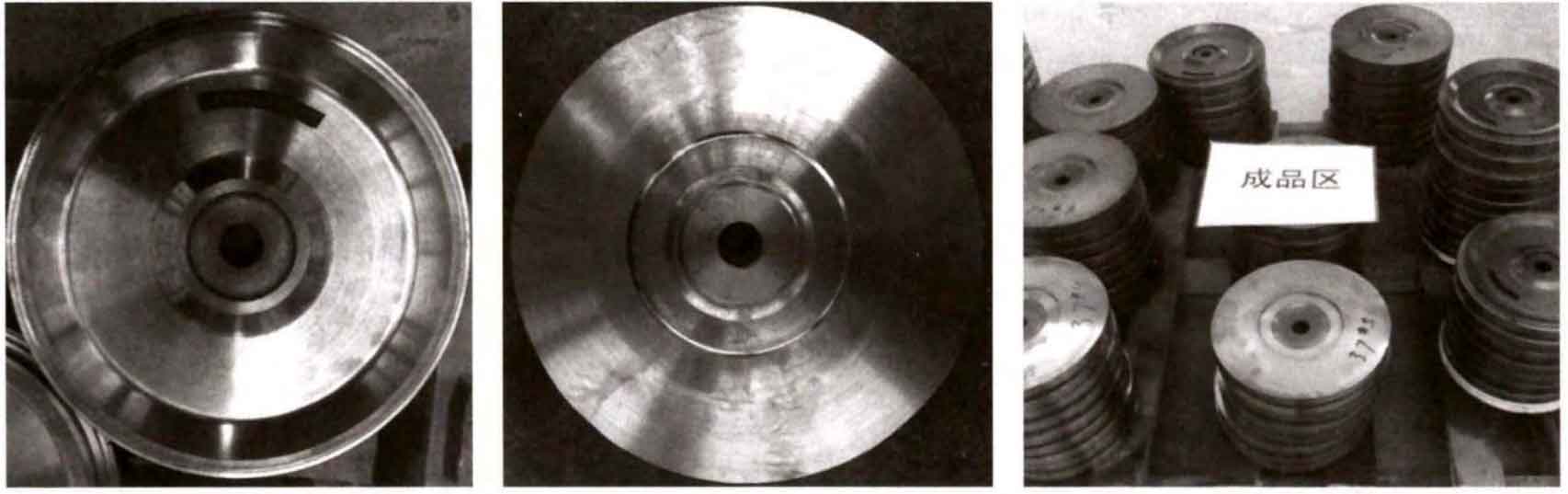
(10) Pouring and cooling sand falling
The pouring personnel shall check whether the protective sand layer has sufficient thickness, whether the gate cup position is suitable, whether the position is aligned, whether the vacuum pump operates normally and whether the negative pressure is stable. Teapot bag is used for pouring bag. It can only be used when the pouring bag is baked in dark red. Before pouring molten iron, the ladle must be lowered to the best height and position, and the ladle nozzle shall be as close to the pouring cup as possible, so that the first drop of molten iron can be poured accurately to the center of the pouring cup. At the beginning of pouring, try pouring with small flow. When the sprue cup burns and emits black smoke, increase the flow after hearing the sound of water absorption. According to experience, it will be full when the sound of water absorption decreases. At this time, the flow should be collected in advance, from large flow to small flow, so that the gate cup is full and does not overflow. The pouring vacuum degree shall be controlled between 0.020 ~ 0.030 PMA. At present, the pouring situation on site is that each ladle of molten iron is poured with four boxes and two groups per box, and the final pouring temperature of the casting is more than 14809. The casting starts to drop sand after cooling in the sand box for 1.0 H. The successful flywheel casting is shown in Figure 2.