
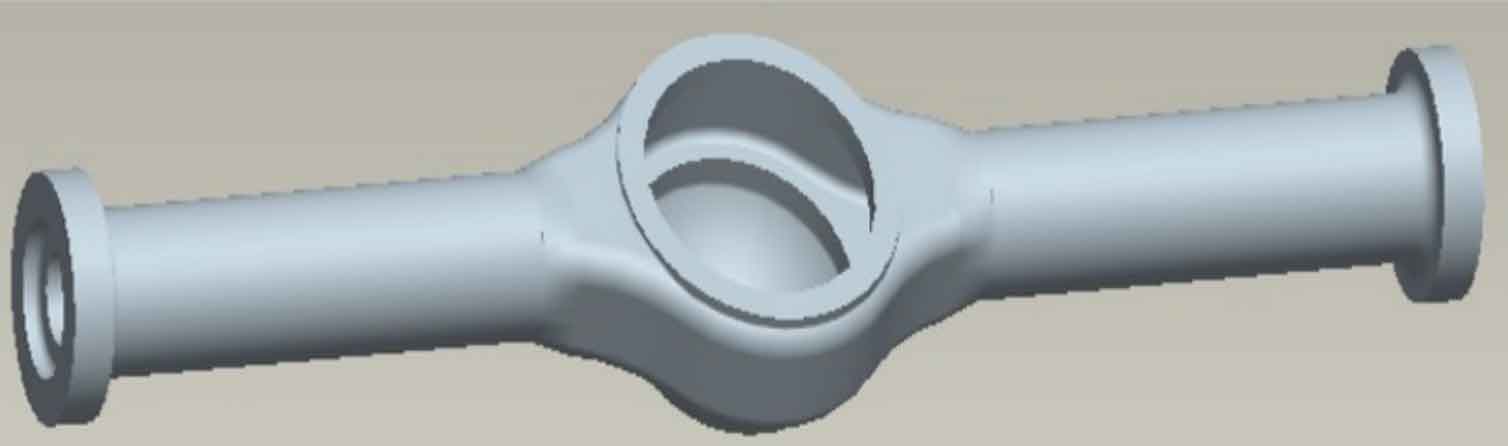
The rear axle of high-speed excavator is the installation device of differential and half shaft, and bears the counter torque of driving wheel at the same time. The quality of rear axle is directly related to the driving safety of high-speed excavator. The rear axle casting shall have good rigidity and fatigue strength, and no shrinkage cavity, crack and other defects shall be produced in the casting. The casting is used for 31 ton high-speed excavator, the material is zg20simn, the wall thickness is 12 ~ 60 mm and the length is 1870mm; The diameter of the inner holes at both ends is 116mm, the maximum size of the middle cavity is 354mm, and the total length of the whole inner hole is 1863mm. Due to the complex structure of the casting, the gas after pouring is not easy to be discharged, and it is easy to produce shrinkage defects. The physical drawing of the rear axle is shown in the figure.
AnyCasting software is used to simulate and analyze the original process scheme of rear axle casting of high-speed excavator. Aiming at the casting defects in the original process scheme, the gating system, riser and pouring time are optimized. Finally, the optimized process scheme is simulated and analyzed. The simulation results show that the castings are solidified in sequence according to the process design, and the defects of the original process have been solved. Through production verification, there are no quality defects such as shrinkage cavity and shrinkage porosity in casting production. It improves the production yield for the factory and provides reference for the process design of the same type of castings.