
The casting simulation software ProCAST can predict the casting defects such as shrinkage porosity, shrinkage cavity and slag inclusion in the solidification process of investment casting. Therefore, the research on the casting solidification law is of great significance to avoid the casting defects of shrinkage porosity and shrinkage cavity, improve the quality of investment casting, guide the actual production and assist the foundry personnel in making the process. Studying the temperature field change during solidification mainly solves the following problems: (1) the temperature change trend of each part of the casting during solidification, as shown in Figure 1; (2) The location and distribution of casting defects such as shrinkage porosity and shrinkage cavity are shown in Figure 2.
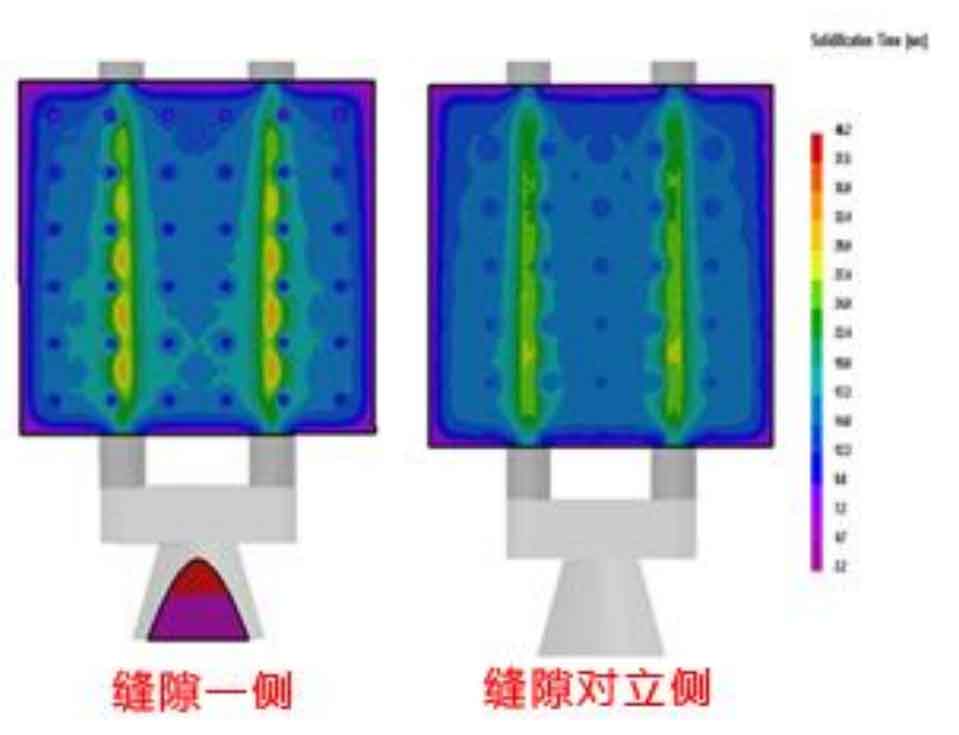
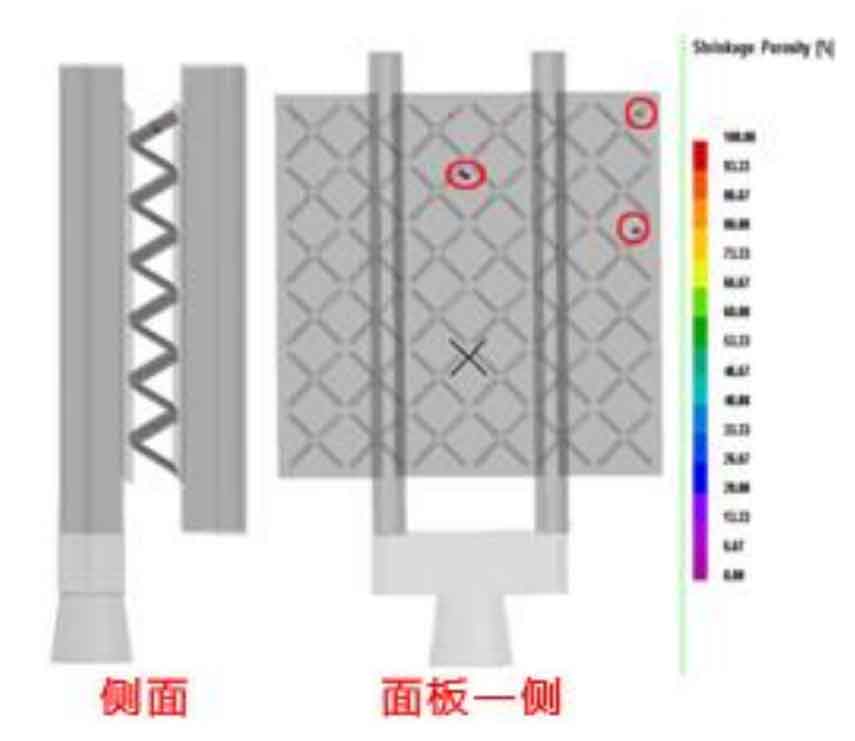
As shown in Figure 1, the solidification time of the panel and core is 46.2s. The panel edge and core solidify first, and then solidify in a rectangular shape to the vertical seam. From the solidification time distribution diagram of the panels on both sides, it can be seen that the solidification of the investment casting on the panels on both sides is not synchronous, and the solidification of the pouring liquid on one side of the sprue is relatively slow due to the high temperature. For the internal core, the position away from the gate shall be solidified first and from top to bottom, which conforms to the principle of sequential solidification. As shown in Figure 2, the number of shrinkage and porosity casting defects is small. According to ProCAST statistics, the shrinkage and porosity casting defects produced by the casting account for 0.81% of the volume of the whole casting.
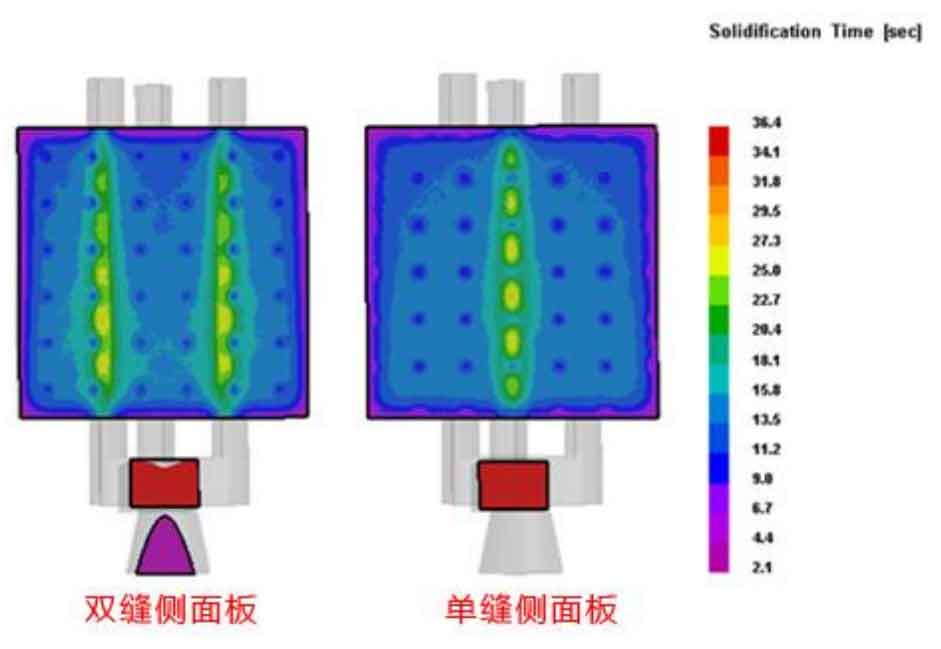
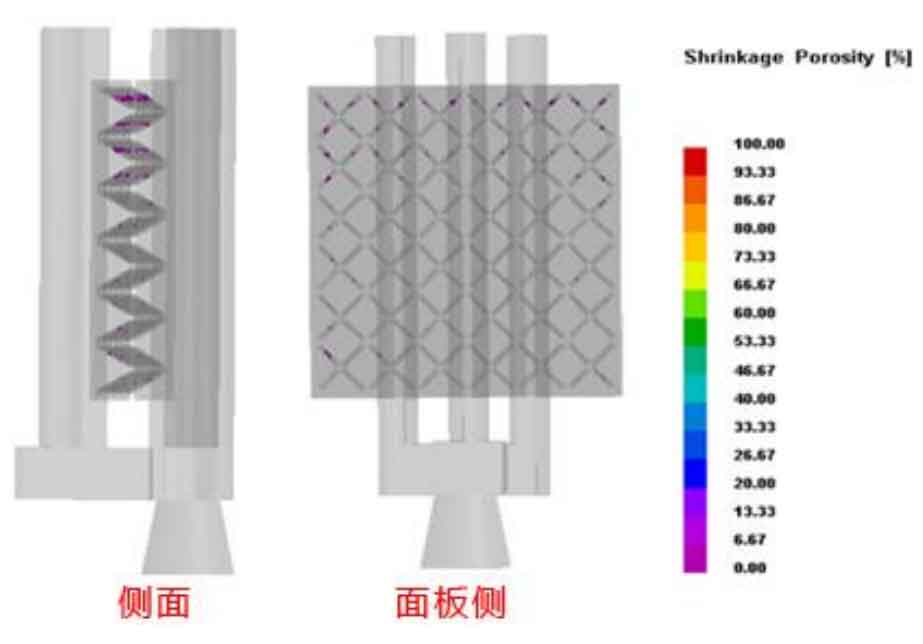
The solidification process and defect distribution of gating system II are shown in Figure 3 and Figure 4 above. Similar to gating system I, the edge of the panel and the core solidify first, and then solidify in a rectangular shape to the vertical joint. The solidification time of the panel and core of gating system II is 36.4s, which is less than that of gating system i. However, the volume of shrinkage cavity and porosity casting defects in gating system II is significantly more than that in gating system i. according to ProCAST statistics, the shrinkage cavity and porosity casting defects produced by castings account for 3.24% of the total volume of castings.
The results show that the mold filling of the double gap gating system is the most stable and complete, and the volume of shrinkage cavity and porosity casting defects is the smallest.