
1. Increase the section size of the internal sprue
In order to reduce the large amount of gas generated by the sand core before the molten iron fills the whole mold, on the original resin sand molding mold, increase the cross-sectional area of the sprue in the main core and the sprue in the lower half of the mold, and change the original closed gating system to semi closed gating system, so that the molten iron can quickly fill the mold and solidify, so as to ensure that before the sand core is heated to produce gas, Accelerate the solidification of molten iron, prevent the gas generated by the heated sand core from penetrating into the non solidified molten iron, and reduce the generation of reactive casting porosity.
2. Add exhaust needle
Move the exhaust needle at the core head of the water jacket to ensure smooth exhaust of the core head during pouring molten iron. Exhaust needles are evenly distributed on some bosses on the water jacket surface. Exhaust needles shall be added at the parts where exhaust is not set originally. The size of exhaust needles is generally φ 15 mm, which is conducive to the discharge of gas in the mold cavity. The new exhaust needle at the core shall penetrate outside the mold, and the exhaust needle of the mold cavity connected with the casting shall be 5 ~ 7 mm away from the surface of the sand box in the height direction, so as to ensure that the gas in the mold cavity can be discharged during molten iron pouring, and also ensure that the molten iron does not fly out of the surface of the iron box during pouring.
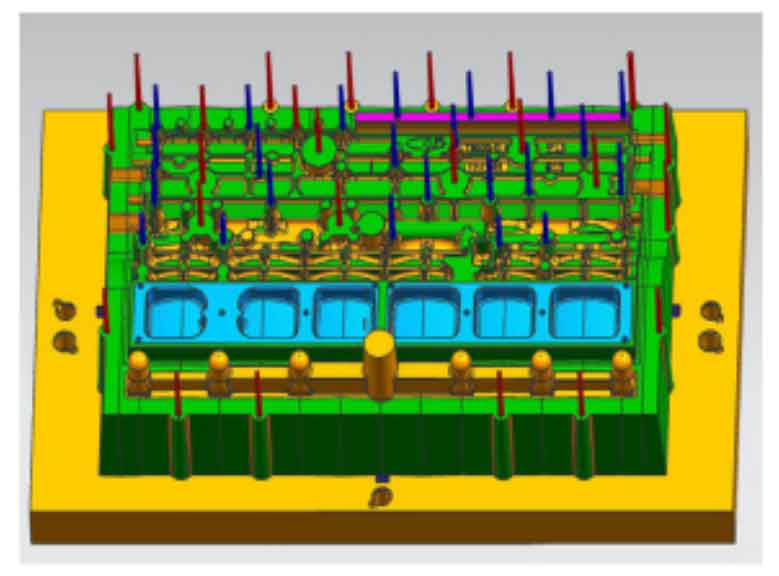
An exhaust needle shall be properly added around the main core to ensure smooth exhaust of the core around the whole sand core. Generally, 4 ~ 5 exhaust needles can be arranged on the long side and 2 ~ 3 exhaust needles can be arranged on the short side. The exhaust needles of the peripheral core head shall pass through the surface of the sand box to facilitate the exhaust of the core heads such as the main core and insert core. The distribution of exhaust needles is shown in Figure 1.
3. Shorten pouring time
Before improving the gating system, the probability of casting porosity on the upper surface of the casting is about 80% under the condition of ensuring that the molten iron temperature is 1420 ℃ and the pouring time is more than 48 s. By increasing the size of the inner sprue, under the condition of constant molten iron temperature and process, the pouring time is controlled below 42 s, and there are no casting porosity on the upper surface of the casting.
4. Add exhaust slot and exhaust plate on the die
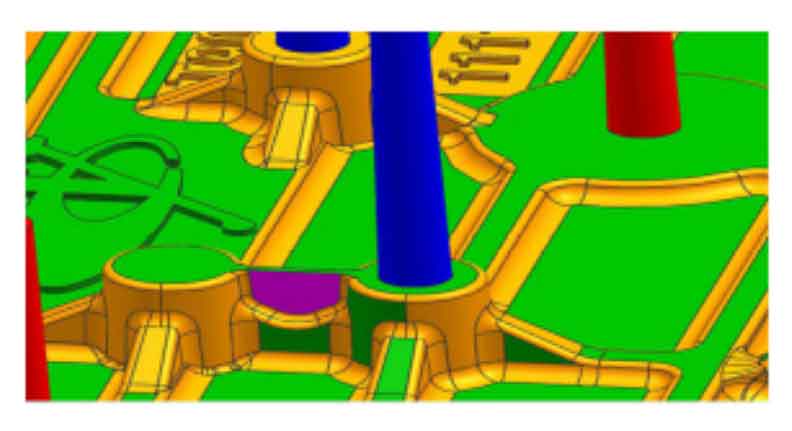
There are two bosses with the same height on the upper surface of the cylinder block of cylinder 6. Although one of the bosses is provided with an exhaust needle to exhaust the gas generated by the boss, it can not exhaust the other boss nearby, resulting in casting porosity defects on the other boss. Therefore, an exhaust slot and an exhaust sheet (with a size of 1.5 mm) are appropriately added in the middle of the two bosses. As shown in Figure 2, the two bosses are connected to lead the gas from the boss that often produces casting porosity to the provided exhaust needle boss, and then discharge the mold.
5. Optimize local structure
A reinforcing rib is added in the middle of the water jacket core to make the molten iron flow out from the middle of the three water jacket cores and reduce the turbulent flow of molten iron; At the same time, after pouring molten iron, the filling and flow distance of some molten iron is shortened and the gas in the mold cavity is dispersed. By adding stiffeners, not only the casting porosity defects are solved, but also the structural strength between the water jacket shell and the main body is increased.
6. Improve process operation
A ring of sealing strip shall be placed around the main core and the core head of the lower half of the box. The core head of the water jacket sand core shall be drilled with casting porosity and sealed with asbestos rings, so as to prevent the molten iron from flowing into the exhaust needle of the sand core head and ensure the smooth exhaust of the sand core head.
According to the above process measures, the production results show that the problem of casting porosity of 6 cylinder block has been solved.