ZHY casting produces 20 sets of 65j61y64i valves for a power plant. The medium of the valves is high-pressure steam and the working temperature is 540 ℃.
1 Valve casting process
In view of the valve casting characteristics of medium and low alloy steel, such as high pouring temperature, easy oxidation, large crack tendency and strong gas sensitivity, the following process measures are taken:
(1) Add risers on the middle flange and the valve belly, and tie 10mm air outlets on both ends of the valve body. Practice has proved that this measure is very effective, otherwise there will be hole defects at the junction of ingate and valve casting.
(2) bake the core, add 3.0% ~ 5.0% sawdust into the core sand, and the thickness of surface sand layer is more than 15 mm.
(3) The surface of sand mold and core shall be brushed with zircon powder alcohol-based coating twice. After baking, the box shall be closed and poured in time to ensure that the surface temperature of core during pouring is > 40 ℃.
(4) The joints of sprue, riser and flange shall be rounded as large as possible.
(5) Strictly control the gap when closing the box. If necessary, use sealing paste and core closing paste to prevent flash, burr and fire.
2 Valve casting and melting process
High quality carbon scrap, carbon steel riser and related ferroalloys are used for furnace charge. Add FeMo in the middle of melting. The combination of molten oxygen can speed up the melting speed, properly flow the slag and go deep into the new slag, so as to facilitate the phosphorus removal in advance.
After melting, take 1# samples to analyze C, P, s and mo. Blow oxygen to remove C. according to the boiling condition in the furnace, cut off the power to blow oxygen, ensure the amount of C removal ≥ 0.3%, and take 2# samples to analyze C, Mn, P, Mo and Cr. Add ferromanganese and ferrochromium in batches at the end of oxidation, and enter the reduction period after FeCr melting.
Add aluminum chips, ferrosilicon powder, calcium silicate powder and wood chips for refining, take 3# samples to analyze C, Si, Mn, P, s, Cr and Mo, and adjust the chemical composition according to the analysis results. When the temperature measurement reaches 1600 ℃, the shrinkage is good and the composition is qualified, aluminum 0.06% ~ 0.08% / kg can be added for final deoxidation, then steel tapping and rare earth alloy can be added into the ladle. After sedation, the covering agent is added for pouring, and the pouring temperature is 1550 ~ 1580 ℃.
The standard requires that the chemical composition W is: ≤ 0.15% C; ≤0 .50 %Si;< 1 .0 % Mn ; ≤0 .040 % P ; ≤0.040 % S ; 4 .0 %~6 .0 %Cr; 0 .40 %~ 0 .65 %Mo , 0 .3 %~ 0 .5 %RE 。 Chemical composition w0.14% C of valve castings; 0 .50 % Si ; 0 .73 %Mn ; 0 .025 % P; 0 .012 % S ; 5 .9 % Cr ; 0 .52 %Mo。
Mechanical properties required by the standard: σ b ≥600 MPa , σ s ≥400 M Pa , δ ≥18 %, ψ ≥35 %, α K ≥4 J·cm-2, HB 192 ~ 240 。 Mechanical properties of valve castings: σ b ≥660 MPa , σ s ≥400 M Pa , δ ≥18 %, ψ ≥68 %, α K ≥5 .9 J·cm-2, HB 223 。
3 Welding repair and heat treatment process
(1) Strictly control the time of insulation box beating to avoid cracks caused by chilling and collision during sand cleaning. Stress relief annealing treatment shall be carried out after sand falling, and then pouring and riser cutting shall be carried out to prevent deformation and cracking of valve castings.
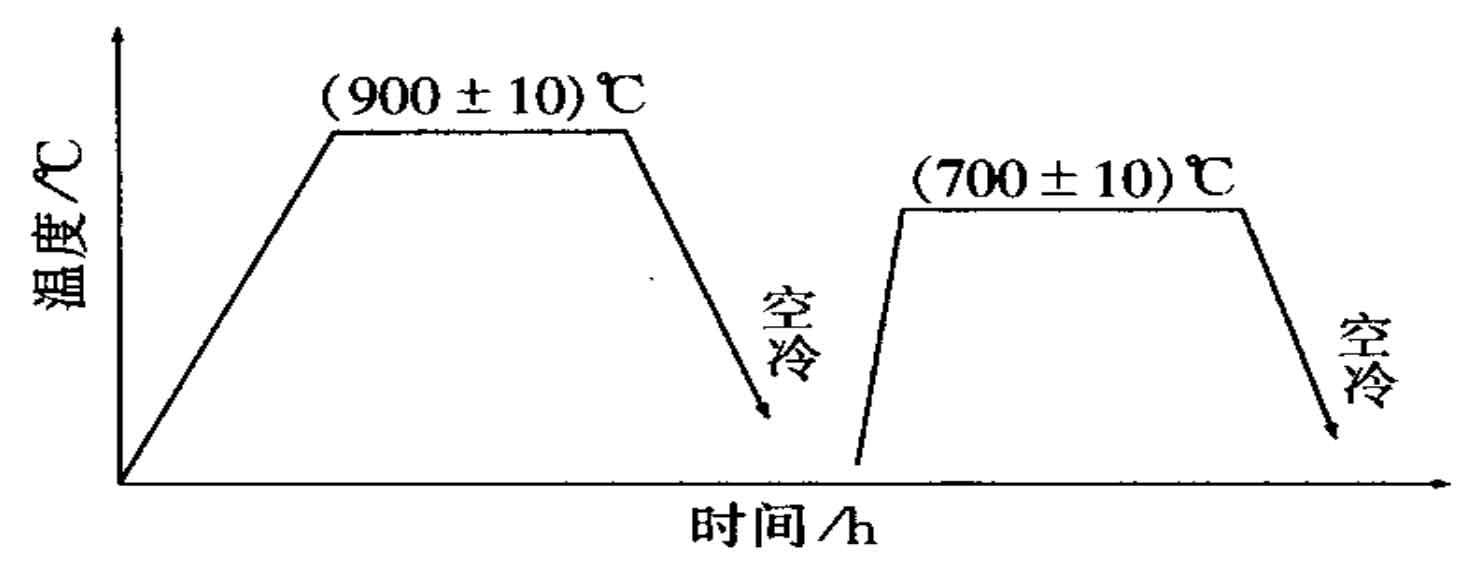
(2) The welding repair shall be carried out after annealing, and the reverse connection method of DC welding machine shall be adopted to reduce spatter and improve the quality of welding repair. The welding repair area is large, so it shall be preheated before welding, and stress relief annealing shall be carried out after welding to eliminate deformation and cracking. The final heat treatment process is shown in Figure 1.