
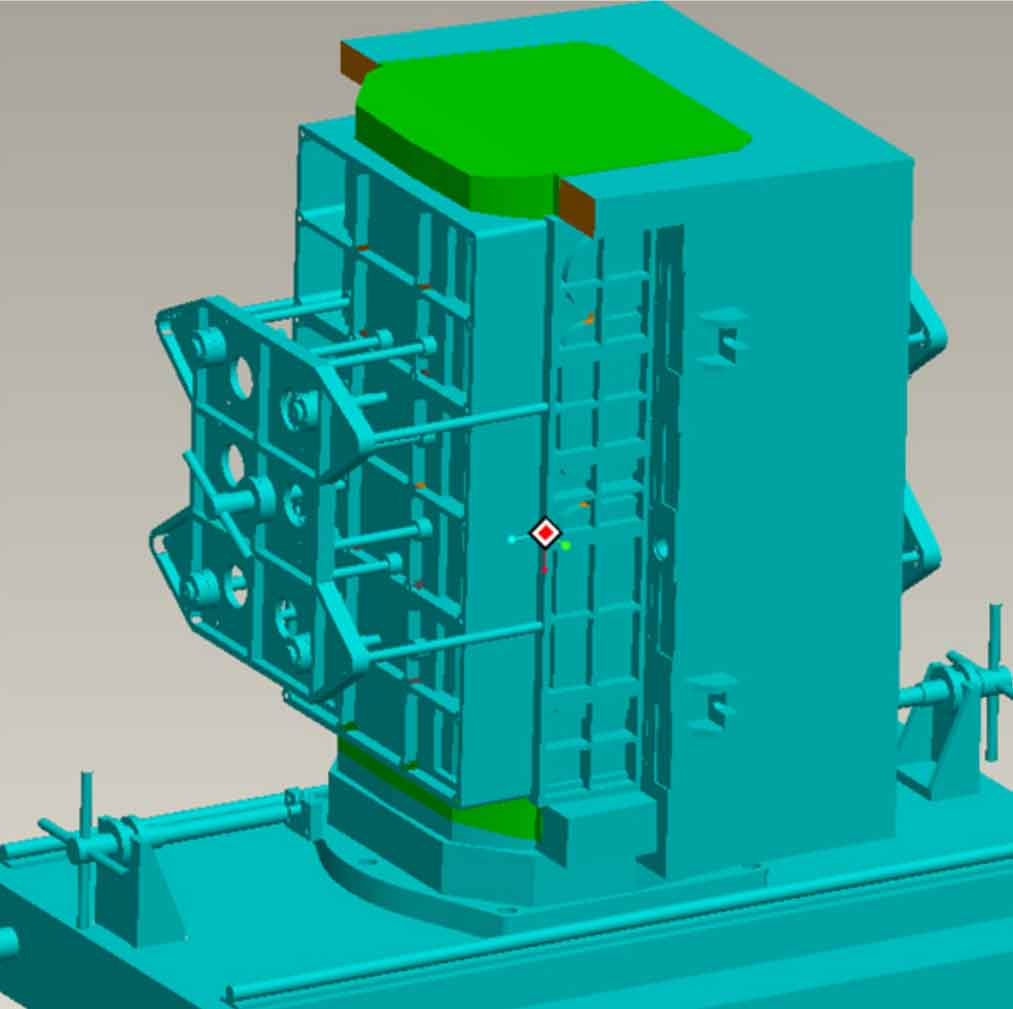
ZHY casting has developed a frame shell casting with material grade of HT250 and overall dimension of 1300 mm × 800 mm × 750mm, the mass of the frame shell casting is 360 kg, the gap between the accessories installed in the inner cavity of the frame shell casting and the non machining plane of the inner cavity is 3 mm, the flatness of the bottom of the inner cavity of the frame shell casting is 1 mm, and the machining surface of the frame shell casting is not allowed to have defects; The dimension grade of frame shell casting is it9; The thickness of the frame shell casting is different, the main wall thickness is 8 mm, and the thickness is 30 mm. The structure of the frame shell casting is shown in Figure 1. Because the frame shell casting is a frame structure, it is easy to deform. The shrinkage of the casting is inconsistent due to the structure of the frame shell casting, which makes the mold design and production control very difficult.

1 Mold structure design
The frame shell casting has simple structure, but has large plane inner cavity and variability. Therefore, furan resin sand is used for manual modeling and core making. The mold base plate and outer mold are made of cast iron, with high strength, high hardness, wear resistance and long service life. According to the structural characteristics of the frame shell casting, the horizontal parting is adopted, and the parting line is on the upper part of the frame shell casting (as shown in Figure 1), which is convenient for the operation of the lower core, and the movable block is set at the place where it is not easy to lift the outer mold. The main core adopts the integral sand core to ensure the stability and consistency of size. The core box adopts the opening and closing die mechanism, and the inner cavity adopts the movable block. The bottom plate of the core box mold opening and closing mechanism is made of cast iron of the frame shell, with good rigidity and no deformation. The main body and movable block of the core box are made of aluminum (as shown in Figure 2), which is convenient to operate. In order to save costs, the middle sand core is made hollow to improve the collapsibility of the core sand and prevent the casting cracks of the frame shell. The minimum thickness of the sand layer is 100 mm. The main body of the core box moves along the guide rails on both sides to realize the mold opening and closing operation. The rest of the core boxes are made of aluminum.
2. Casting process design of frame shell
2.1 Shrinkage of frame shell castings
The length direction is free shrinkage with a shrinkage rate of 0.8%, and the width and height directions are blocked shrinkage with a shrinkage rate of 0.4%.
2.2 Overall dimension control of frame shell castings
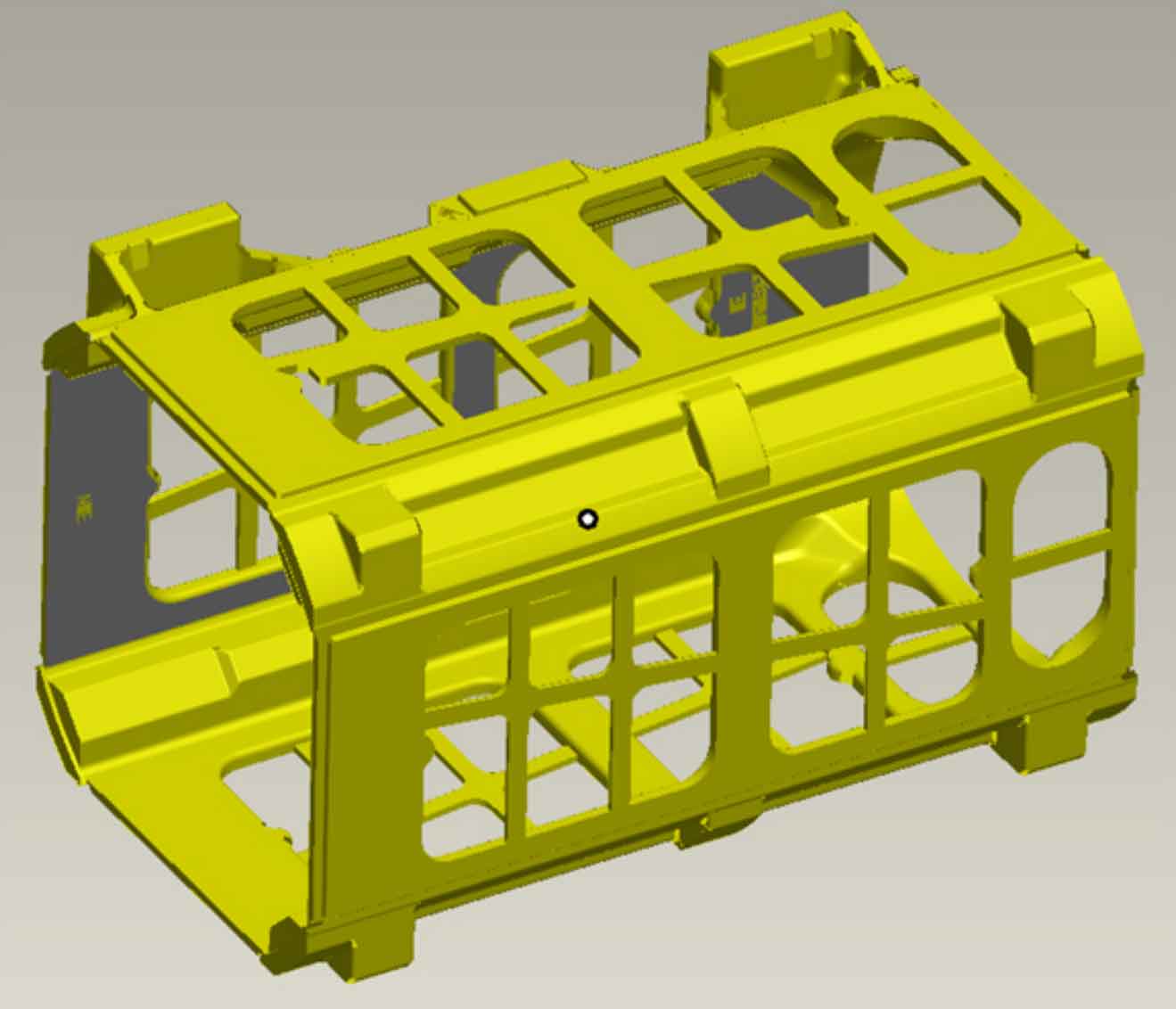
In order to ensure the dimensional consistency of the outer side of the frame shell casting, make the shrinkage of the frame shell casting during cooling as consistent as possible, and prevent cracks in the frame shell casting, the frame shell casting is provided with horizontal and vertical process tie bars on the outer side, as shown in Figure 3.
2.3 Bottom flatness control of frame shell casting
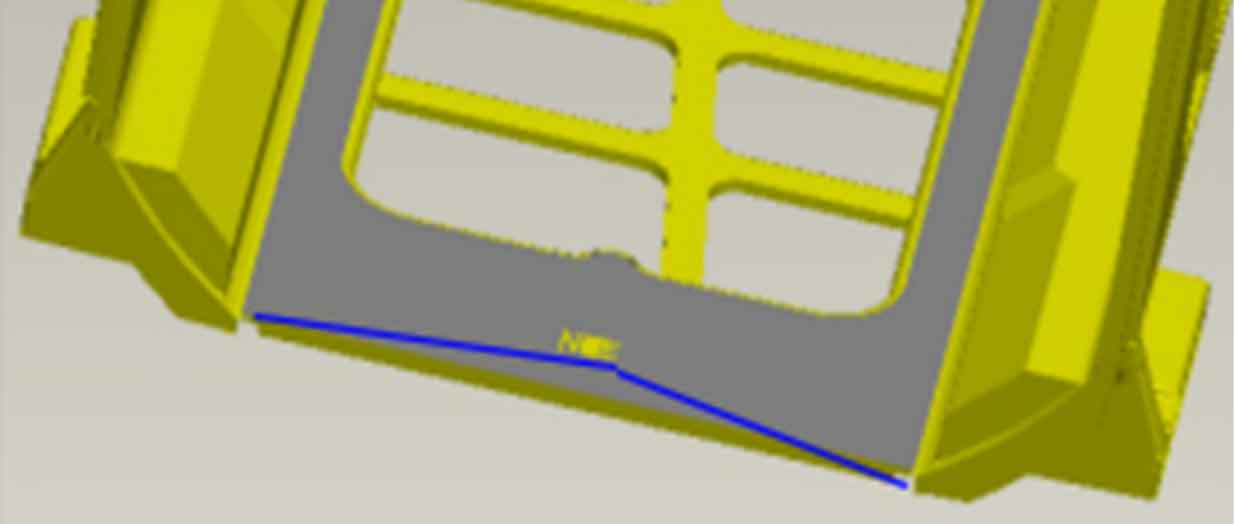
The inconsistent shrinkage of the bottom plane of the frame shell casting may cause the outer drum in the middle of the frame shell casting. Therefore, a special design is made for the inner side of the bottom plane. The reverse deformation of the inner side of the plane is 1 mm, the convex in the middle is 1 mm, and gradually decreases to 0 mm outward, as shown in Figure 4.
2.4 Pouring system design of frame shell casting
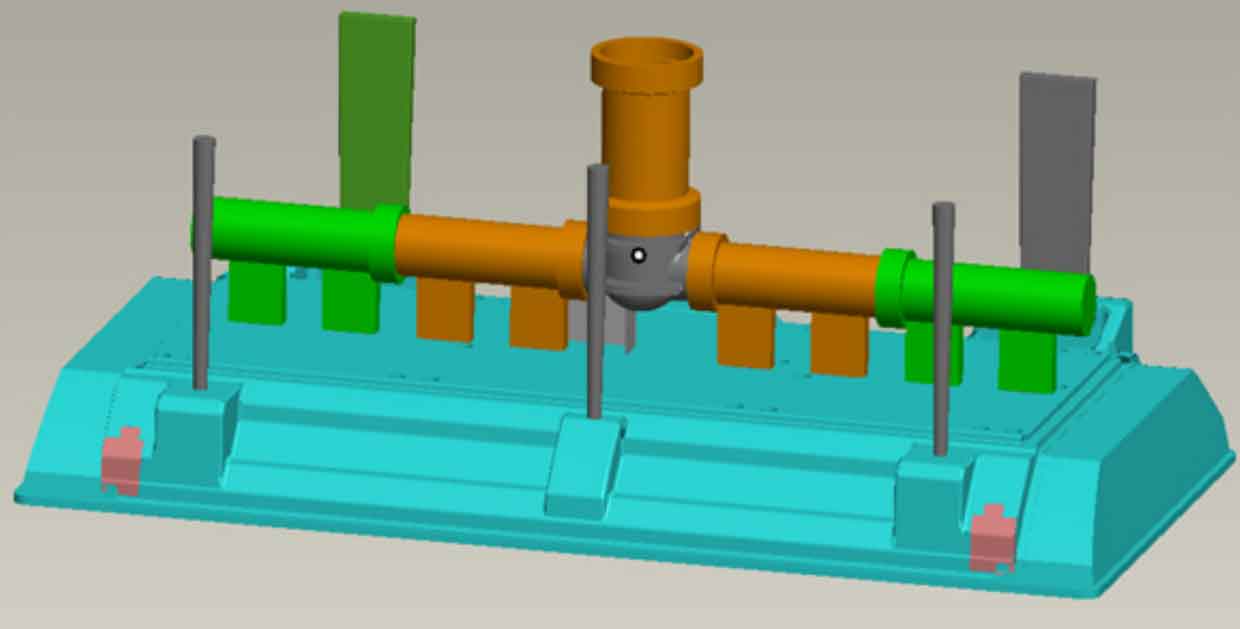
The frame shell casting is a frame structure. According to the production experience, if the molten iron is selected to enter from the parting surface, the molten iron is easy to be handed over in the middle of the upper part of the frame shell casting, resulting in local pores. At the same time, the sand iron ratio of the frame shell casting is high. Therefore, the ceramic pipe top injection process is adopted. In order to prevent inclusions from entering the cavity and effectively collect slag, the semi closed gating system is selected, and the section ratio of each component is Σ F straight: Σ F horizontal: Σ F inner = 1.2:1.5:1, the sprue and transverse sprue are round, and the inner sprue is flat. Place a riser at the thick part and a circular air outlet rod on the other side, as shown in Figure 5.
2.5 Molding, core making and box closing
Furan resin sand is selected for manual molding and core making, and continuous sand mixer is used to mix molding sand and core sand. Vibrating table is used for molding to improve the compactness of the outer layer of the sand mold. During core making, the sand core is filled, and the main core is put into the core iron to facilitate hoisting and transportation.
Before closing the box, check the core, spray a layer of alcohol based coating with a thickness of 0.3 ~ 0.5 mm on the working surface of sand mold and sand core, and ignite it for drying. Lower the sand core into the mold cavity and check it with a chuck to ensure that all kinds of sand cores are in place.
2.6 Smelting and pouring process
2.6.1 Selection of equipment and charge
The molten iron is melted in a 1t induction furnace, the pig iron is Longfengshan Q12 pig iron, the scrap steel with a thickness of 8mm is used, and the return material is the pouring riser of the same material or the scrapped frame shell casting of the same material. The surface of furnace charge shall be clean, free of oil and rust, and shot blasting shall be carried out when necessary.
2.6.2 Melting process control
(1) Add various furnace charges in turn. The chemical composition analysis and sampling in front of the furnace shall reach 1400 ~ 1450 ℃ after all the furnace charges are melted and uniform.
(2) The chemical composition of the graphite and the floating solution in the furnace shall be adjusted by the spectrometer for 1 ~ 500 minutes, and the chemical composition of the floating solution shall be fully analyzed before the furnace reaches 520 ℃ for 1 minute.
(3) Because the frame shell casting is a frame structure, the chemical composition control objectives of the frame shell casting are: w (c) 3.4%, w (SI) 1.6%, w (MN) 0.8%, w (CR) 0.2%, w (s) 0.1%. High barium ferrosilicon alloy is used for inoculation treatment when discharging.
(4) The pouring shall be carried out with 1 t molten iron ladle. Each ladle of molten iron shall be poured with 2 boxes of frame shell castings. The initial pouring temperature of frame shell castings is 1400 ~ 1420 ℃. During pouring, the gate basin shall be used to keep the gate basin full for 25 ~ 30 s. at the same time, the transverse sprue shall be full, which is conducive to slag blocking and slag collection.
3 Trial production and production
The trial production is carried out according to the above process, and the size and appearance quality of the frame shell casting meet the technical requirements. Five of the frame shell castings were verified, and the reverse deformation just offset the influence caused by different shrinkage rates. After that, 150 frame shell castings were produced for processing verification. The quality of frame shell castings is stable and reliable.
The reverse deformation should be fully considered in the mold design of the frame shell. The process lacing of the frame shell casting is conducive to stabilizing the consistency of the size of the frame shell casting.