
Eutectic carbides of high chromium cast iron are formed during solidification and grow from outside to inside. When the solidification speed is affected by the outside world and becomes slow, the lateral growth rate of eutectic carbide in high chromium cast iron is relatively small, while the coverage area of eutectic carbide will continue to increase, resulting in the formation of incomplete large hexagonal block structure, and finally the formation of gap or surrounding hole in hexagonal block; When the austenite precipitation rate of high chromium cast iron is too fast, there will be austenite structure in the middle part. With the extension of quenching holding time and the high concentration of C and Cr atoms in the liquid phase, Cr and C atoms will continuously diffuse to the internal liquid phase through the intermediate channel, and finally the holes surrounded by hexagonal blocks will be filled to form a complete hexagonal block. During the destabilization treatment, the austenite structure wrapped by eutectic carbide of high chromium cast iron changes into martensite during cooling.
Figure 1 shows the relationship between equilibrium phase volume fraction and temperature calculated by thermo calc. It can be found that in the equilibrium state, the content of martensite is 75 vol.%, while the content of austenite is close to 0. At 180 ℃, M7C3 changes to M23C6.
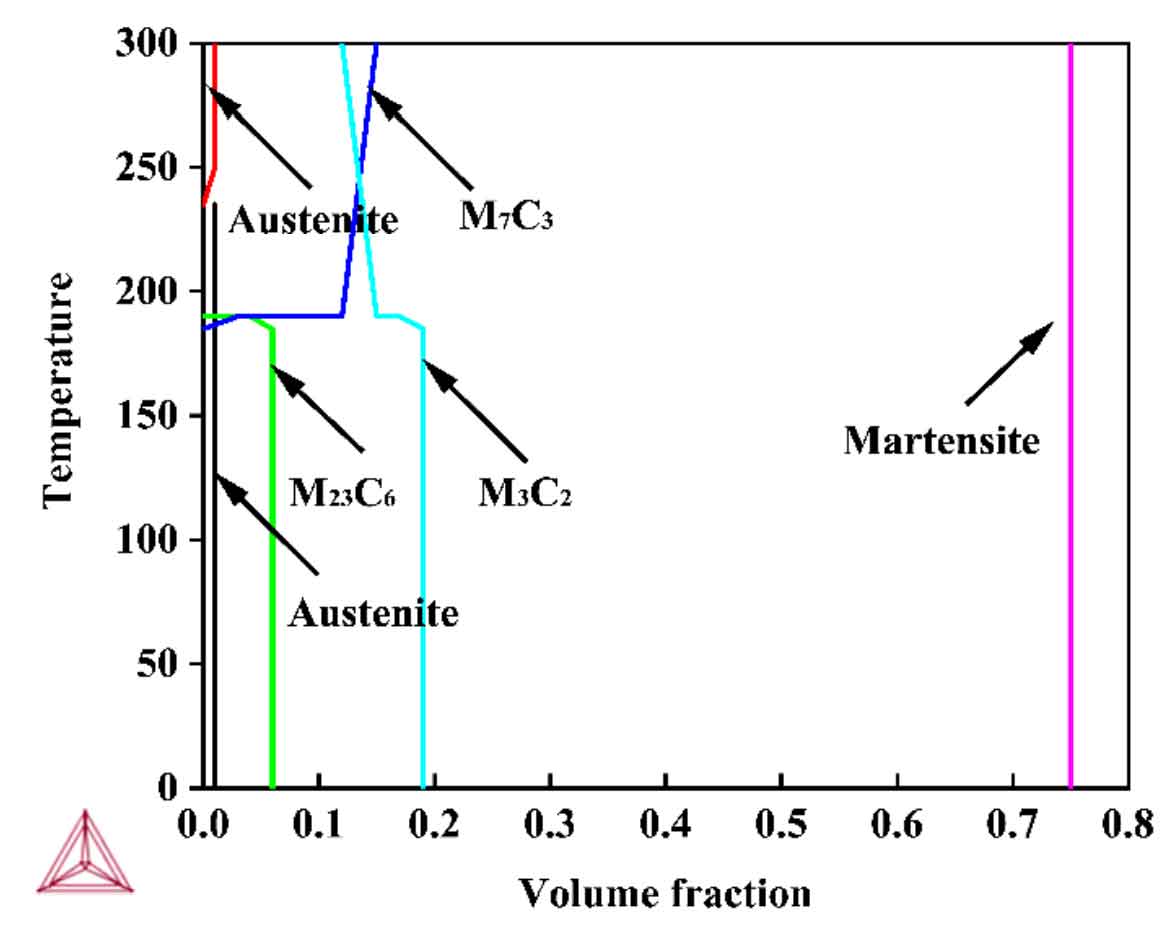
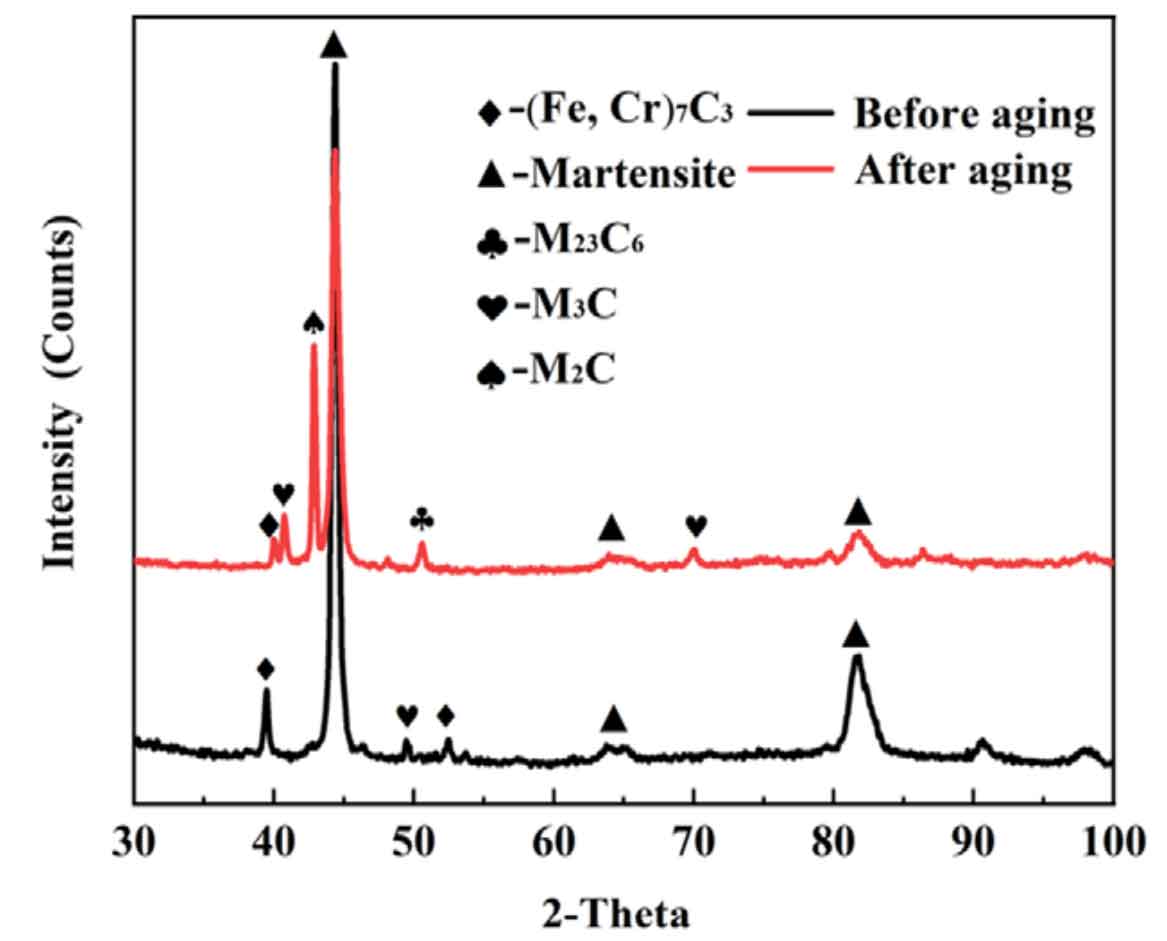
Figure 2 shows the X-ray diffraction patterns at 900 ℃, 950 ℃, 1000 ℃ and 1050 ℃. The results show that when the quenching temperature is 900 ℃, 950 ℃ and 1000 ℃, the XRD diffraction peaks mainly include martensite peak, M7C3 carbide peak, M23C6 carbide peak and m3c carbide peak, and there is no residual austenite peak. When the quenching temperature is 1050 ℃, the XRD diffraction peaks mainly include martensite peak, M7C3 carbide peak, m3c peak and retained austenite peak. Combined with the analysis results of thermo Calc and XRD, after quenching at 900 ℃, 950 ℃ and 1000 ℃, the microstructure of high chromium cast iron is martensite + eutectic carbide M7C3 + secondary carbide (M23C6, m3c), and the matrix microstructure is martensite. When the heat treatment temperature is 1050 ℃, the microstructure of high chromium cast iron is martensite + eutectic carbide M7C3 + secondary carbide (m3c) + retained austenite, and the matrix microstructure is a mixture of martensite and retained austenite.
At 950 ℃, the XRD results show that the peak values of martensite are (101), (110), (002), (200), (112), (211), according to the formula. It is calculated that the carbon content in martensite is 0.74 wt.%, which is consistent with the matrix carbon content measured by EPMA line scan. Therefore, the carbon content of martensitic structure of high chromium cast iron after quenching is about 0.7 wt.%, which is in supersaturated state. During the destabilization treatment, the precipitation of secondary carbides will reduce the strong carbide forming elements (Cr, Mn) in the austenitic matrix, resulting in the increase of MS of high chromium cast iron and the transformation of austenite into martensite during water cooling. After destabilization treatment, m3c and M23C6 carbides precipitate from the original austenite dendrite and wrap around the eutectic carbides [49-50]. Relevant studies show that secondary carbides will only precipitate from the original austenite dendrite, and will not nucleate and grow on eutectic carbides. Relevant studies show that white areas appear around eutectic carbides because some eutectic carbides will change into M23C6 during cooling, thus forming a core-shell structure, i.e. M7C3 (core) – M23C6 (shell) structure.
After quenching, the hardness of high chromium cast iron after quenching is higher than that as cast due to the precipitation of secondary carbides and the transformation of matrix austenite to martensite. When the quenching temperature is 900 ℃, the amount of secondary carbide precipitation is large, but its size is small, and the carbon content in martensite is insufficient, resulting in slightly lower hardness. When the quenching temperature is 950 ℃, the amount and size of secondary carbides in the matrix and the carbon content of martensite are moderate, and the hardness reaches the maximum. When the quenching temperature is 1050 ℃, due to the high quenching temperature and the full dissolution of secondary carbides, the MS of high chromium cast iron decreases, the content of residual austenite increases, the precipitation strengthening decreases, and the hardness of cast iron decreases significantly after quenching. In addition, Si can also reduce the stability of austenite, reduce the solubility of carbon in austenite, promote the precipitation of secondary carbides and promote the transformation from austenite to martensite.
After quenching, the carbide in the structure is hard and brittle phase, with too much content and less ability to resist crack propagation, which reduces the toughness of the material and makes the material show the characteristics of hard and brittle. It is easy to break and fracture under the action of external force, which reduces the toughness and increases the brittleness of high chromium cast iron. Moreover, the lattice mismatch stress at the interface between high hardness eutectic carbide M7C3 and low hardness martensite matrix will reduce the fracture toughness of high chromium cast iron. In addition, the high carbon content in the composition reduces the toughness of high chromium cast iron. When M7C3 is dispersively distributed in block and hexagonal shape, it has little splitting effect on the matrix and the material has high toughness; When M7C3 is mainly in strip shape, it has serious splitting effect on the matrix and low toughness, which is conducive to crack propagation; When the crack passes through the carbide, it is easy to expand along the boundary between the eutectic carbide and the matrix, causing the carbide to crack. Carbides are easy to aggregate at the boundary of eutectic stress, which leads to the loosening of carbides and matrix. Therefore, the impact property of high chromium cast iron is low and shows brittle fracture.