
1. Current situation description and cause analysis
For the cylinder block developed by ZHY casting in the early stage, there were batch defects of local sintering and broken core at the bottom center of both ends of the water jacket (as shown in Figure 1), which seriously affected the cooling water circulation in the inner cavity of the engine cylinder block and must be scrapped. Only this single scrap rate is sometimes as high as more than 10%, and has been high all the time.

The analysis shows that the part with local sintering broken core is the weak part of the whole water jacket sand core, with a wall thickness of only about 3.5 mm, and is located at the far end of the sand shooting nozzle, which is easy to produce loose defects, so the bonding force is weak. In the pouring process, the structure of the quartz sand changes when the temperature reaches a certain temperature β Transformation of quartz sand into α The volume of quartz expands rapidly, resulting in large phase transformation stress. When the resultant force between quartz and liquid iron buoyancy is greater than the high-temperature bonding force of the sand core at this position, it will produce cracking. In slight cases, it will produce sintering defects, and in serious cases, it will break away from the matrix of water jacket core and form local broken core.
2. Preventive measures
2.1 Use special sand instead of silica sand
Considering the high-temperature crystallization expansion of silica sand, special sand with low expansion rate or no high-temperature expansion (such as chromite sand, ceramic sand and forsterite sand) is used to replace silica sand to reduce the sand expansion caused by molten metal heat, which can effectively inhibit the core breaking defect of water jacket, but the production cost is high, so special sand cannot be used at will. Therefore, it is necessary to further find out the cause of core breaking.
2.2 Strictly control the process parameters of raw materials
Strictly controlling the process parameters of raw materials is the prerequisite to prevent core breaking, such as moisture, temperature, particle size, acid consumption value and mud content of raw sand have a great impact on the strength of cold core. Through the investigation of the process parameters of raw materials one by one, the reason for the broken core of the water jacket of EA113 cylinder block was finally determined to be the high acid consumption of raw sand. Table shows the statistical table of the influence of acid consumption value on the core breaking of water jacket core. It can be seen from table that the higher the acid consumption value of raw sand, the higher the core breaking rate.
| Acid consumption value / ml | Number of production pieces | Number of broken cores | Scrap rate /% |
| 8.2 | 422 | 42 | 9.9 |
| 7.1 | 608 | 47 | 7.7 |
| 4.3 | 200 | 4 | 2 |
| 4.9 | 502 | 15 | 2.9 |
The analysis shows that the acid consumption of raw sand is too high. On the one hand, there are too many impurities such as feldspar, mica and iron oxides in raw sand, which can not be cleaned, affecting the strength of core sand; On the other hand, excessive alkaline substances will accelerate the reaction between component II polyisocarboxylate and component I phenolic resin in the cold core resin and reduce the fluidity of core sand. These two aspects can lead to loose thin-walled sand core and reduced strength. In the later stage, this problem can be solved by replacing high-temperature roasted sand with acid consumption value less than 3ml.
2.3 Establish a good equipment and tooling maintenance mechanism
On the premise that the raw materials meet the process requirements, good maintenance of core making equipment and tooling molds is the basic guarantee. Air leakage and sand leakage of the equipment, poor sealing of the core box, blockage of the exhaust duct and the use of bad sand shooting nozzle will make the sand shooting of the sand core not solid, resulting in the loose end of the sand core far away from the sand shooting nozzle, especially the end effect of the thin-walled water jacket sand core is more serious, which is very easy to lead to local sintering of the inner cavity and core breaking defects, which has been proved by many production practices.
Timely replace the bad sand shooting nozzle, regularly clean the exhaust duct of the core box with dry ice, and repair the air leakage and sand running of the equipment or mold at any time, which has been incorporated into the formal core making process of our company.
2.4 Forbidden to use overdue sand cores
The tensile strength of the cold core decreases continuously with the extension of storage time. The polyamide resin reaction product of the triethylamine cold core box resin binder presents a pore structure and has high moisture absorption. When the sand core is stored for a long time, the moisture return strength of the sand core decreases and the anti sintering core breaking ability decreases. Many production practices have proved that in the wet season, the broken core waste of castings poured from the water jacket sand core stored for more than 3 days increases significantly. Under the condition of relative humidity ≥ 65%, make three groups of “8” words for the core sand respectively, and the average fluctuation diagram of tensile strength is shown in Figure 2.
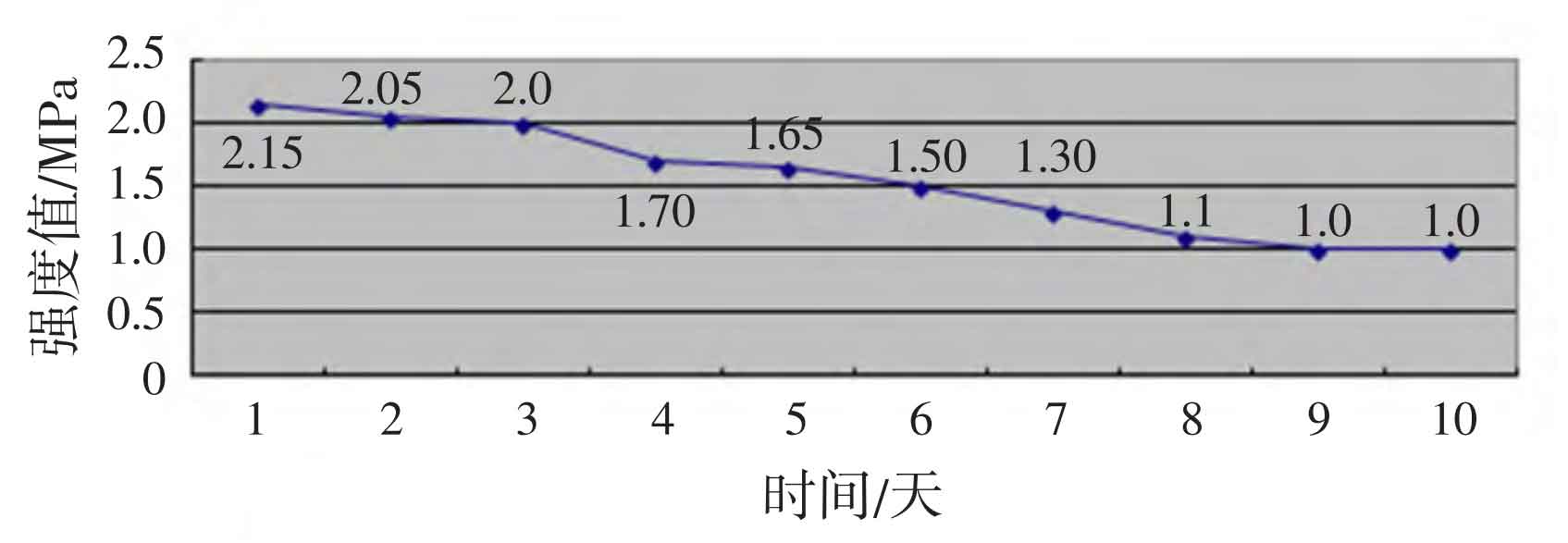
It can be seen from Figure 2 that the tensile strength decreases significantly after storage for 3 days, and the range is large. Therefore, the author’s company stipulates that the service time of water jacket sand core is 3 days when the relative humidity is ≥ 65%, so as to ensure the strength of sand core and prevent the defect of sintering and core breaking of castings.