
Valve body castings for electro-hydraulic valves represent high-strength, high-precision nodular iron components with complex geometries and stringent performance requirements. Production challenges include intricate core formation, internal defects, and oil passage deformation during assembly. This research addresses these issues to achieve stable valve body casting quality, with methodologies applicable to similar products.
1. Core Formation Process Optimization
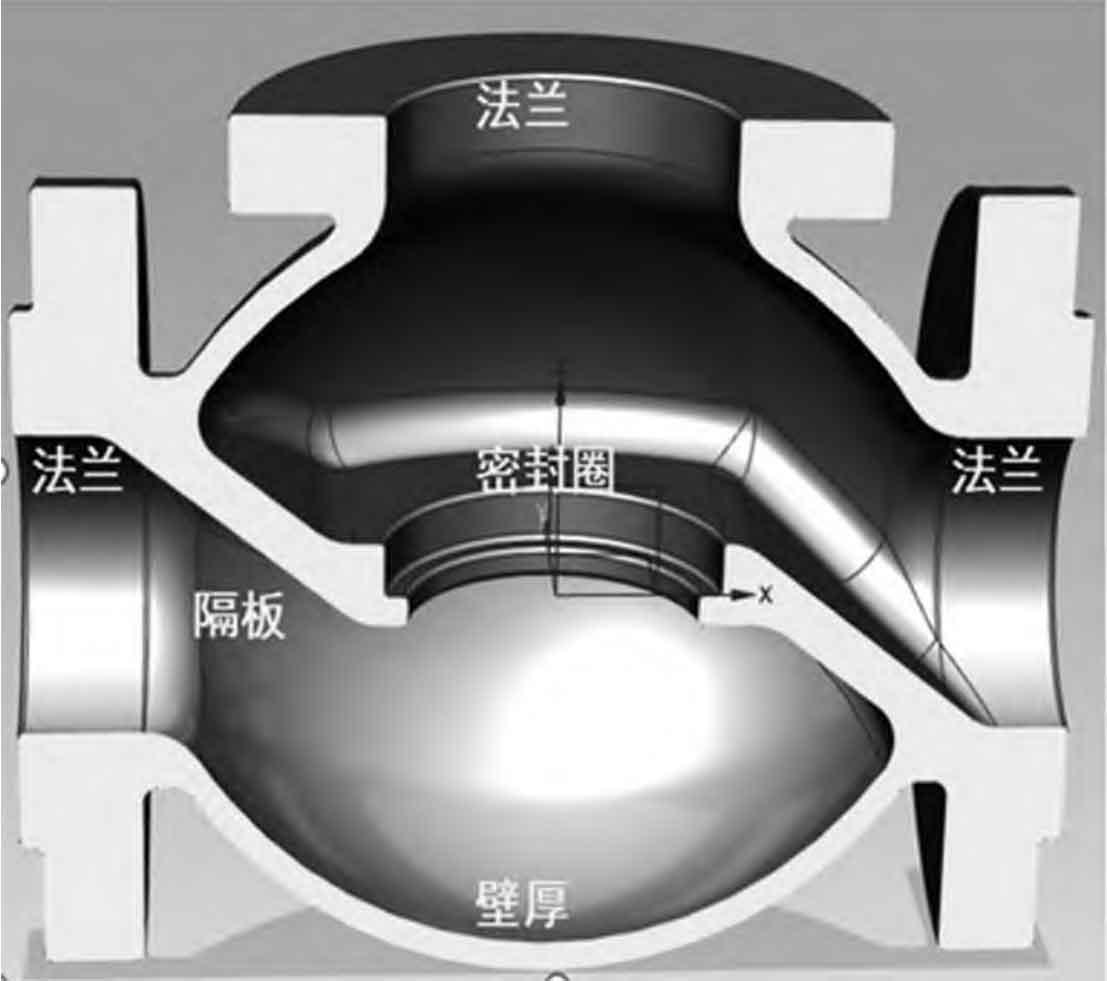
Valve body castings feature two independent, slender curved oil passages with length-to-diameter ratios reaching 20:1 (Figure 1). Traditional core-making struggled with incomplete filling and fragility. Our solution incorporates:
- Dual sand injection gates ensuring uniform density
- Strategic vent placement at critical sections (Figure 2)
- High-strength, low-gas coated sand with optimized fluidity
The optimal injection pressure is determined by:
$$P_{opt} = \frac{\mu L}{d^2} \sqrt{\frac{T}{\rho}}$$
Where $\mu$ = sand friction coefficient, $L/d$ = aspect ratio, $T$ = temperature, $\rho$ = density. Precision core assembly maintains dimensional accuracy.
| Parameter | Initial | Optimized |
|---|---|---|
| Core Integrity (%) | 72.3 | 98.7 |
| Green Strength (MPa) | 1.8 | 3.2 |
| Gas Evolution (mL/g) | 16.5 | 9.2 |
2. Gating, Risering & Venting System Design
Wall thickness variations in valve body castings promote shrinkage defects in wet sand casting. Our approach integrates:
- Dark risers positioned at thermal junctions without creating new hot spots
- Interconnected venting channels through core prints and body cavities
- Vent area ratio relative to metal flow: $A_v = 0.025Q_m\sqrt{T}$
Where $A_v$ = vent area (cm²), $Q_m$ = metal flow rate (kg/s), $T$ = pouring temperature (°C). The effective feeding distance is given by:
$$L_f = \frac{k \cdot T}{\sqrt{R_m}}$$
$L_f$ = feeding distance (mm), $T$ = section thickness (mm), $R_m$ = material tensile strength (MPa), $k$ = solidification constant (6.5 for ductile iron).
| Casting Zone | Shrinkage (%) | Porosity (%) |
|---|---|---|
| Valve Seat Area | 8.7 → 0.4 | 5.2 → 0.3 |
| Oil Passage Junction | 12.3 → 0.9 | 7.1 → 0.6 |
3. Core Removal & Surface Treatment
Complex internal geometries impede conventional cleaning. Our valve body casting process implements:
- High-temperature refractory coatings (Al₂O₃ >85%) on cores
- Vibratory decoring at frequency $f = 25\sqrt{d}$ Hz ($d$ = core diameter in mm)
- Internal shot peening with intensity governed by:
$$S = K \cdot t^{0.5} \cdot d^{-0.2}$$
$S$ = peening intensity (A), $t$ = exposure time (s), $d$ = media diameter (mm), $K$ = material constant (0.35 for ductile iron).
| Process Stage | Ra (μm) | Residual Sand (mg/cm²) |
|---|---|---|
| Conventional Cleaning | 18.7 | 3.5 |
| Optimized Process | 6.2 | 0.2 |
4. Material Enhancement for Deformation Resistance
High-pressure operation caused oil passage deformation in valve body castings. Material modifications include:
- SiC pre-treatment: $[Si]_{final} = 0.75[Si]_{initial} + 0.15$
- Copper alloying for pearlite stabilization: $P\% = 0.75[Cu] + 25$
- Multi-stage inoculation with FeSi75
Resulting material properties meet enhanced requirements:
$$R_{p0.2} = 485 + 120[Cu] – 18[Si] \text{ (MPa)}$$
$$HB = 187 + 45[Cu] – 6[Si]$$
| Property | Original | Enhanced | Requirement |
|---|---|---|---|
| Tensile Strength (MPa) | 715 | 785 | ≥750 |
| Yield Strength (MPa) | 470 | 545 | ≥500 |
| Elongation (%) | 3.8 | 3.2 | ≥2.0 |
| Hardness (HB) | 245 | 285 | 260-300 |
5. Conclusions
Stable production of electro-hydraulic valve body castings is achieved through:
- Optimized core-making enabling complex oil passage formation with 98.7% integrity
- Defect reduction to <1% through thermal-regulated risering and venting systems
- Internal surface quality improvement (Ra <6.5μm) via sequential vibratory and peening processes
- Material enhancement eliminating in-service deformation while exceeding strength targets
These valve body casting solutions have been successfully implemented across 12 product variants with defect rates consistently below 1.8% over five years of production. The methodology demonstrates scalability for complex hydraulic components requiring dimensional stability under high pressure.