After solidification of investment casting in scheme a, there is shrinkage tendency, as shown in Fig. 1 (a), which is consistent with the solidification simulation results in Fig. 2. It is obvious that there are several small shrinkage casting defects at the top of the hook head, the lower part of the hook body and the uncoupling air cylinder of the investment casting. However, there may be large shrinkage casting defects at the connection between the coupler head and the coupler tongue. This is the key part of the coupler. The use requirements do not allow any form of casting defects, otherwise the investment casting will be scrapped. At the same time, according to the simulation results of key parts of investment casting in scheme B, there is no shrinkage defect, only small shrinkage cavity and shrinkage porosity appear at the top of hook head and the middle of air cylinder. The total volume of shrinkage cavity and shrinkage porosity casting defects in the casting area is 1.13cm3, and its size and distribution are shown in Figure 1 (b). Because the overall size of investment casting is large and the shrinkage cavity is in non important parts of the casting, it has no effect on the overall performance of investment casting.
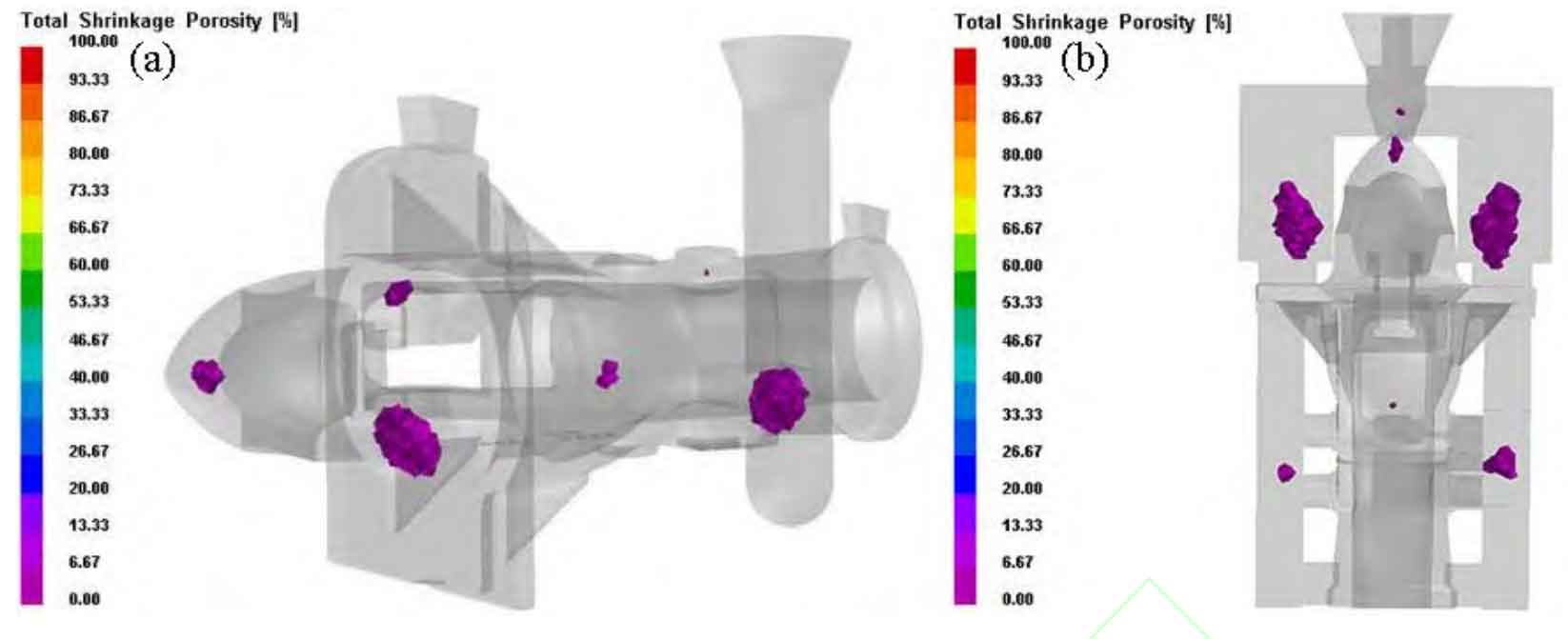
Based on all the above analysis results, scheme a of gating system cools too fast in some thin parts, riser parts and near the gate, and the thick parts of investment casting solidify after solidification, without forming overall sequential solidification, riser and sprue do not play an effective feeding role, and shrinkage defects appear in important parts after solidification of investment casting, which is not desirable; Gating system scheme B performs well in both the metal liquid filling process and the solidification process of investment castings, which is conducive to the production of high-quality coupler investment castings. This scheme can be considered for production.