
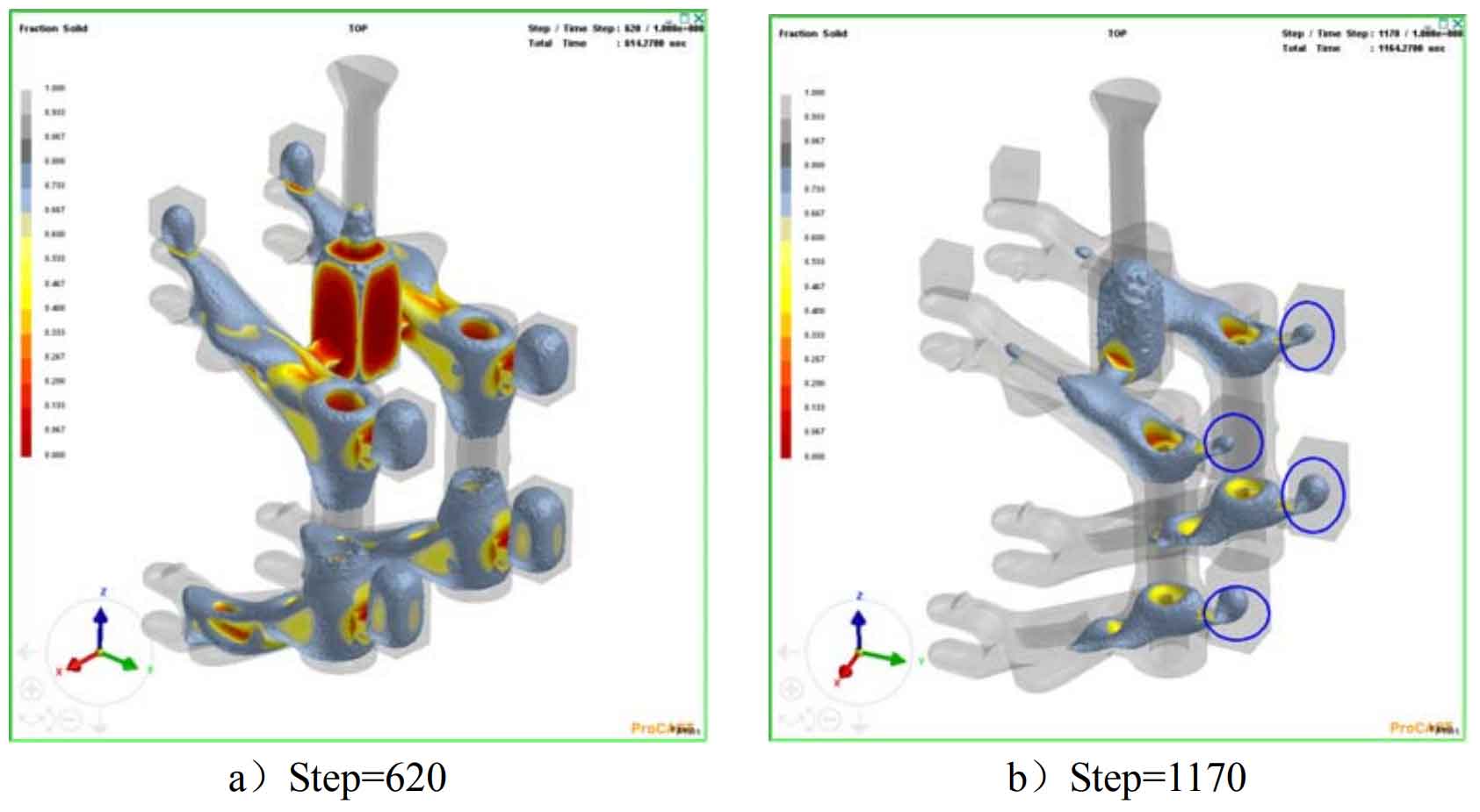
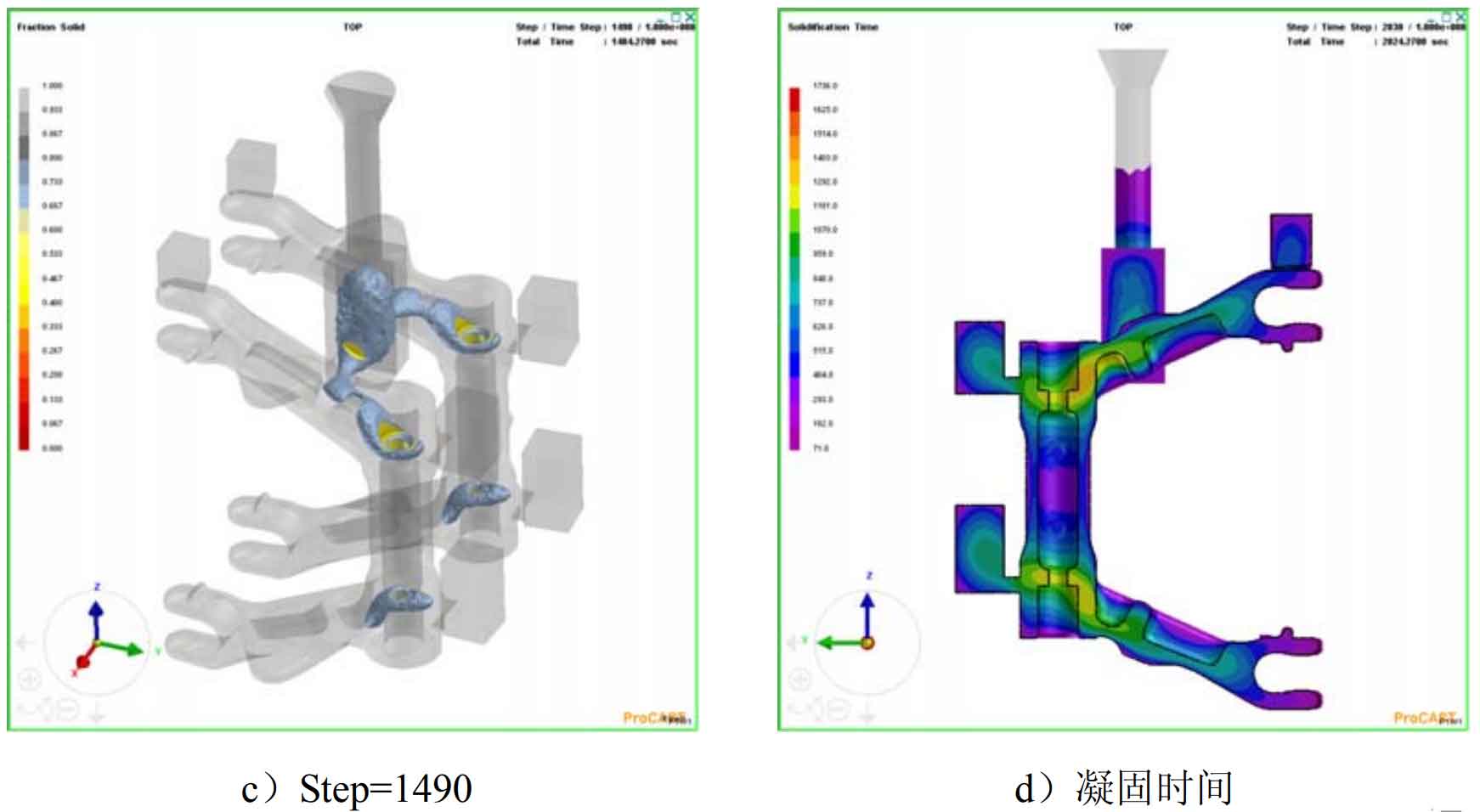
Figure 1 a) ~ C) shows the top injection solidification process. In step 620, it can be seen that the thin-walled area of the cylinder has solidified and the channel between the upper and lower hot joints has been cut off. Although the gating system has maintained feeding for a long time, the lower hot joint area can not be fed, forming a large isolated liquid phase area; The results of step 1170 show that the square riser solidifies before the long fork of nodular cast iron, which does not play the role of sufficient feeding, and there is an isolated liquid phase area on the small hot spot on the fork arm; In step 1490, the channel between the central large riser and the large heat joint on the upper part of the cylinder was cut off. In the whole solidification process, the solidification time of slag collecting riser is too long, which may pump back the fork arm. The square riser does not play an ideal feeding role. The central large riser ensures the delayed solidification of the inner gate, and the feeding time for the upper part of nodular cast iron long fork is longer. Figure d) also shows the solidification sequence of nodular cast iron long fork.
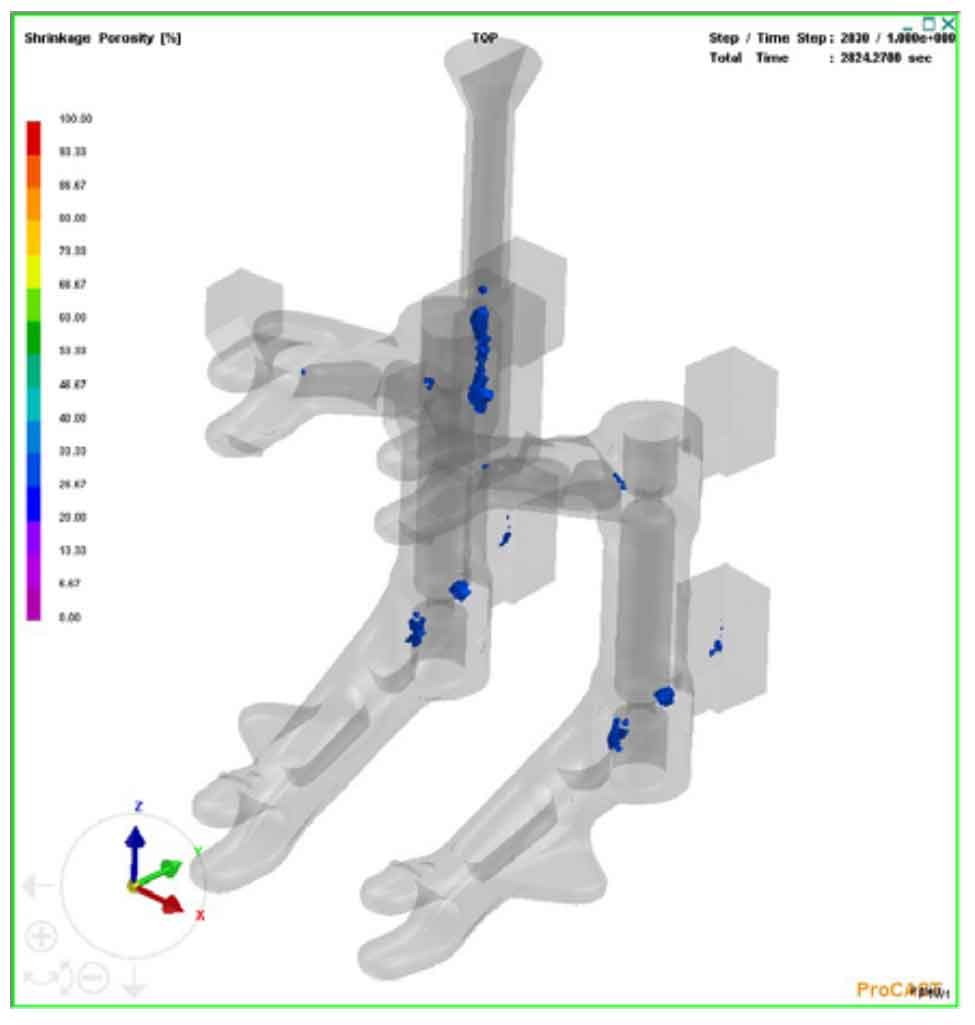
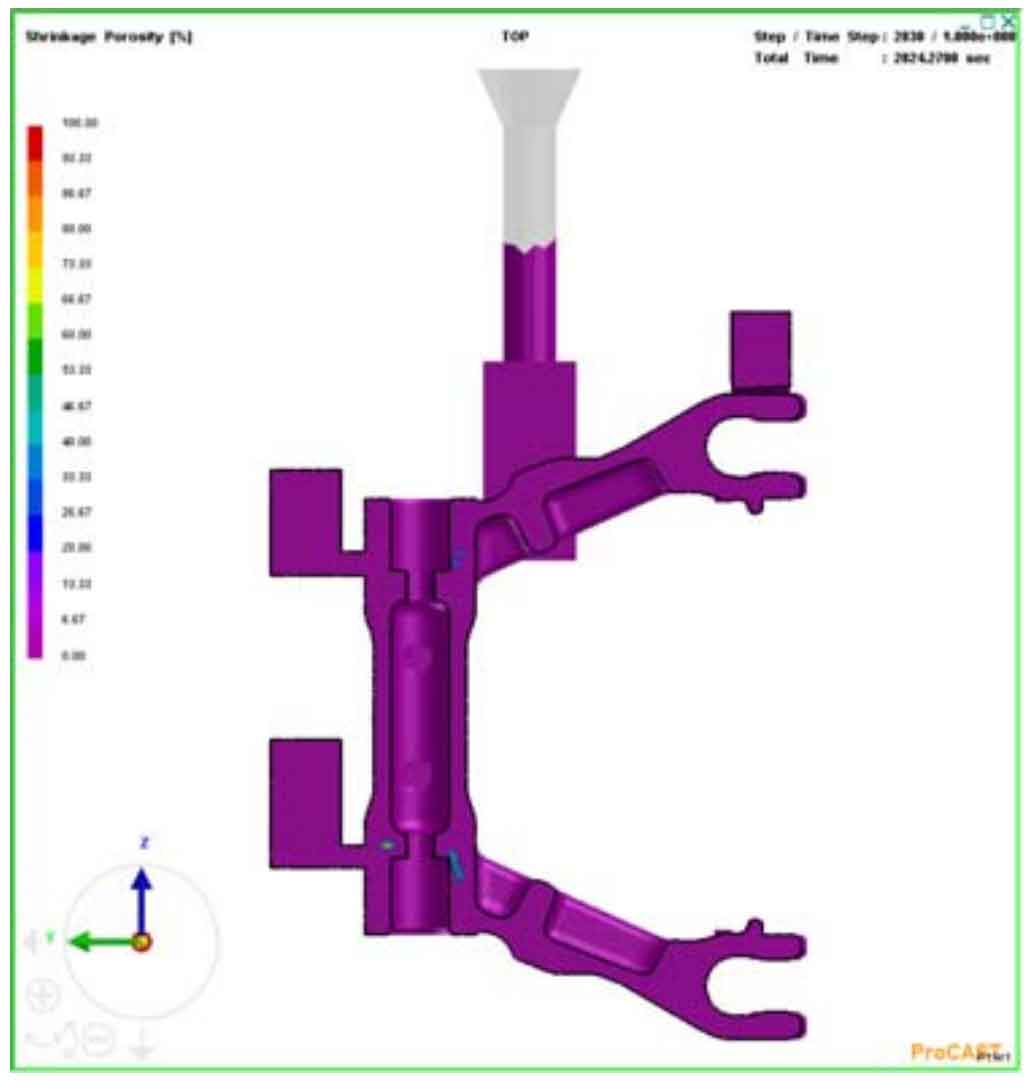
The simulation results of shrinkage cavity and porosity of the top injection scheme are shown in Figure 2. Based on the previous analysis, taking cutoff = 20, the shrinkage cavity position and shape of the upper part of the nodular cast iron long fork are consistent with the actual situation, but there are also serious pore defects in the lower part, which are inconsistent with the trial production results. It can be seen that it is caused by the premature solidification of the thin-wall area of the cylinder in the simulation, The distortion analysis and correction of this result will be introduced in the next section “correction of solidification calculation”.

The top injection mold filling is in good condition, but the mold filling direction is opposite to the slag discharge direction, which is not conducive to slag discharge. The top slag collecting riser can be appropriately reduced to avoid reversing the molten iron at the front end of the extraction fork in the solidification stage, so as to realize the slag discharge function. In the solidification process, the riser solidifies before the long fork hot spot of nodular cast iron, which can not achieve sufficient feeding. The central large riser can ensure the late solidification of the gating system, and the gating system carries out external feeding of the upper non hot spot for a long time.