1.Improvement plan
The existing tooling has been put into production, and the bottom injection process cannot be changed. Therefore, the following solutions are conceived:
(1) Change the solidification environment at the open gear. Increase the cold iron, accelerate the solidification at the opening gear, complete the solidification before the stress is transformed into tensile stress, and have the rigid strength in advance to prevent the occurrence of hot cracks.
(2) Any element or phase transformation that can reduce the linear shrinkage of the alloy within the crystallization temperature range can reduce the tendency of hot cracks in castings. The probability of hot crack formation can be reduced by reducing the content of sulfur, phosphorus and other elements.
(3) Too high pouring temperature of thick wall castings will increase the liquid shrinkage of castings, slow down the cooling rate, coarsen the primary crystal, form segregation, and then promote the formation of hot cracks. Therefore, the low-temperature slow pouring process can be adopted, but this process may lead to cold insulation defects at the thin wall of the machine body, which is risky.
Through research and analysis, the process of increasing chill is selected to verify.
2.Verification process
In order to ensure the verification effect, the cold iron process is added only on the right side of the machine body which is more prone to hot cracks, and the effectiveness of the new process is compared and analyzed. Figure 1 shows the sand mold produced by cold iron on the right side of V-type engine block.

A total of 35 chiller process tests of V-type engine blocks in four batches were carried out. There were no hot cracks at the connecting open gear of all chillers, but there were hot cracks at the connecting open gear on the left side of the engine block without chiller. The comparison shows that the effect of chiller process is remarkable.
3.Perfect use of tooling
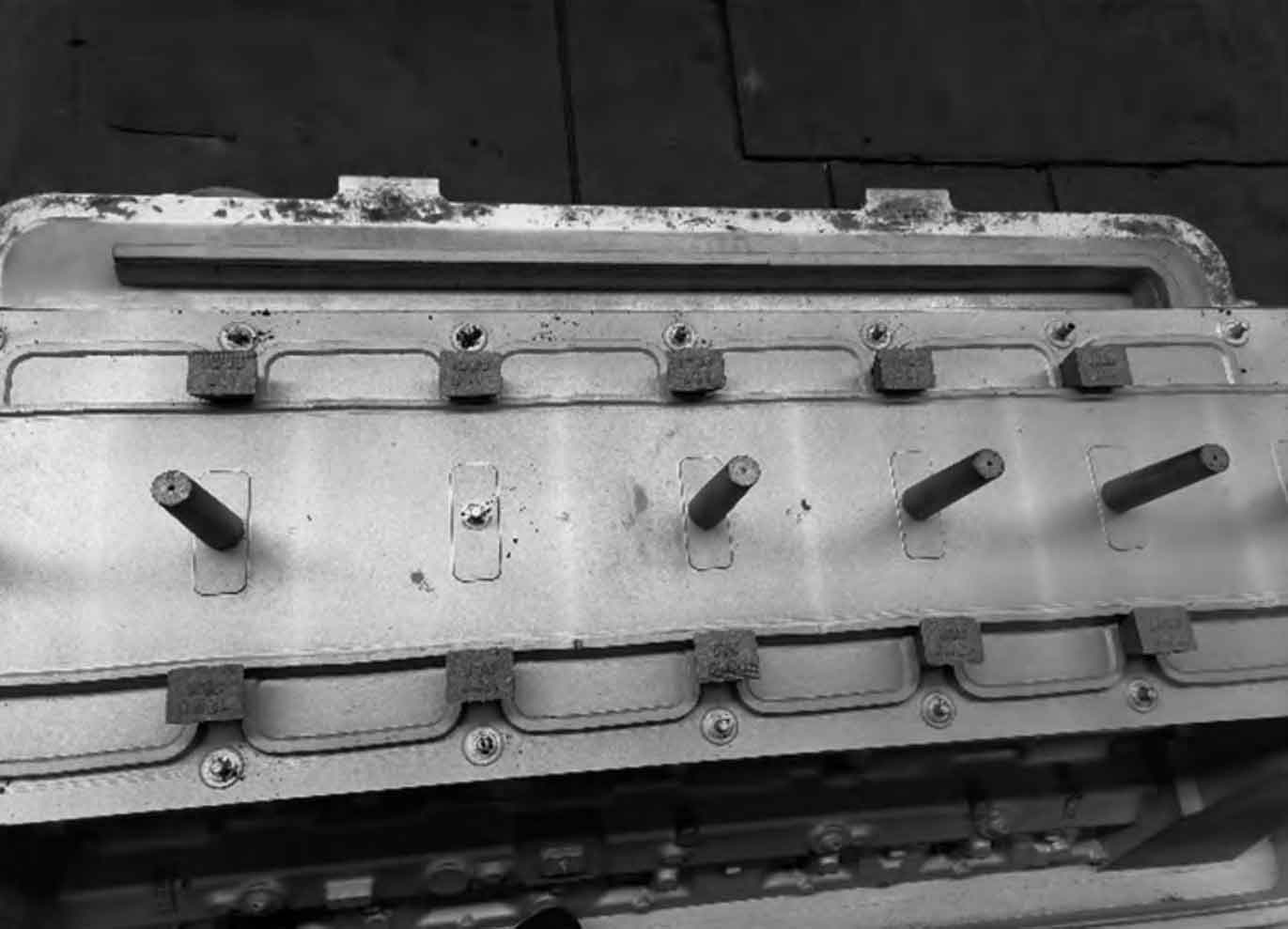
A strong magnet is installed at the part where the cold iron is placed in the pattern to ensure that the cold iron remains fixed in the process of modeling and compaction. After the tooling was officially put into use, the hot crack defect at the opening of the connection was basically solved. Figure 2 shows the layout of cold iron during formal production.