
The diffuser shell adopts high strength ceramic shell process, which is composed of surface layer, transition layer and back layer. The surface layer is coated with silica sol with a mass fraction of more than 30% and zircon powder with an average particle size of 325 mesh, and the sanding material is zircon sand; the sanding material of transition layer is kaolinite clinker; the back layer is coated with silica sol + zircon powder, and the sanding material is kaolinite clinker. The number of coating layers is 7 ~ 8.
The mold shell needs to be dried and solidified evenly after each slurry hanging and sanding. This is because the volume shrinkage occurs every time the mold shell is dried and solidified. If the drying of various parts is uneven, resulting in inconsistent shrinkage, it will produce the corresponding internal stress, or even cause the mold shell cracking, affecting the surface quality of the casting. The practice shows that the drying of shell is mainly affected by the relative humidity of the environment, followed by the air flow rate and drying temperature. The relative humidity of surface layer and transition layer should be controlled between 50% and 70%, and forced ventilation should not be used. The relative humidity of back layer should be lower, generally 40% to 60%. Forced ventilation measures should be adopted, and the wind speed is generally 6 ~ 8m / s. The drying temperature between the surface layer and each layer is 23 ℃ ~ 25 ℃.
In order to test the combustion performance of polystyrene and provide a reference for the later baking of shell, considering the difference between powder and sinter, the SLS process was used to sinter the PS parts with the mass of 10G, and the tube furnace was used for baking. Before baking, wipe the porcelain boat with alcohol, put it into the drying oven for drying, and weigh it after fully drying. Under the condition of sufficient ventilation, the temperature rise curve is set at 0 ~ 0.5h, which is heated from room temperature to preset temperature, cooled to room temperature after high temperature for 1h, and then weighed. The ash residue curve after analysis and calculation is shown in Fig. 1 (b).
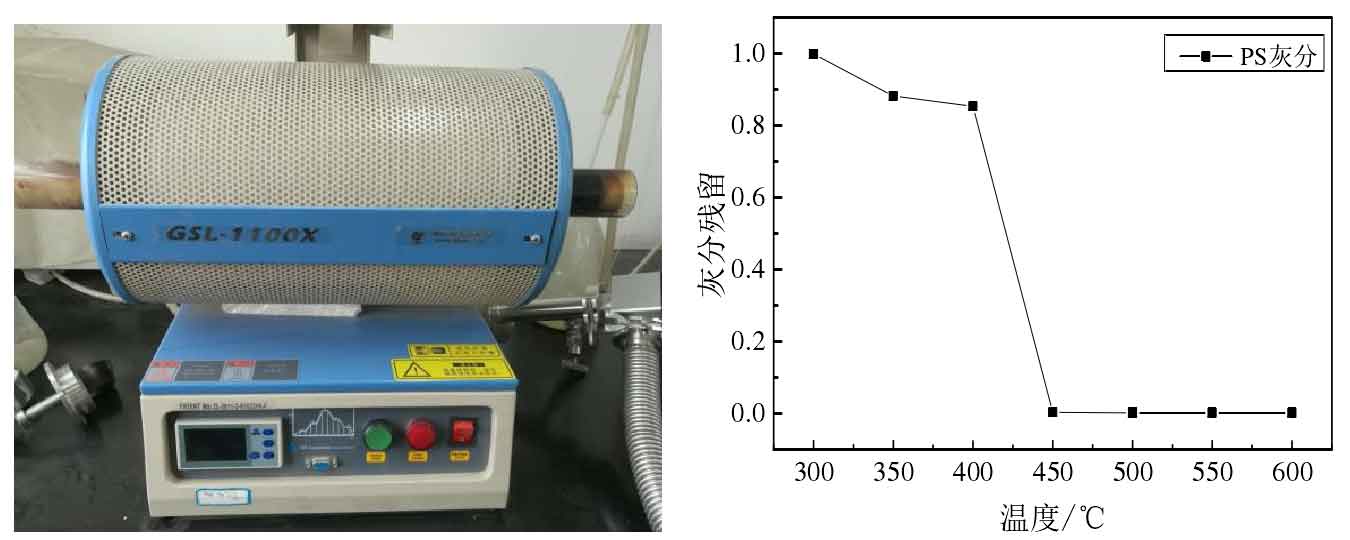
It can be seen from the ash curve of the mold material that the curve of wax mold between 0 ℃ and 400 ℃ only decreases slightly, which indicates that the mold material hardly decomposes before 400 ℃. Because PS is amorphous, it will gasify under the ventilation condition, resulting in the quality reduction. However, when the calcination temperature rises to 400 ℃, the ash residue decreases linearly, which indicates that the SLS prototype after sintering decomposes violently when the calcination temperature rises to 400 ℃. Therefore, 400 ℃ is regarded as the critical decomposition temperature of SLS prototype. When the temperature rises to 450 ℃, the residual ash content is basically unchanged, which can be considered as complete calcination of PS prototype.
According to the above analysis, the process parameters of shell baking are as follows: in combination with the actual production, appropriate extension of time can be considered in the early carbonization process to ensure sufficient gasification, carbonization and oxidation of PS prototype; in the later oxidation process, the temperature can be appropriately increased to reduce the oxidation time, and at the same time, air can be blown into the gate to ensure the full oxidation of wax mold in the furnace. Finally, the shell of the diffuser is put into the electric heating baking furnace, holding at 600 ℃ for 2 h, holding at 1000 ℃ for 0.5 h, which can ensure the full melting loss of the wax pattern.

It is necessary to preheat the shell before casting so as to volatilize the residual water in the shell. Otherwise, a large amount of gas will be produced when pouring high temperature metal, which will cause Blowholes in the casting. Higher preheating temperature of shell can effectively reduce the temperature difference between liquid metal and shell, delay the decrease of alloy temperature and facilitate mold filling. In this experiment, the preheating temperature of the shell is 1115 ℃, the pouring temperature is 1600 ℃, and the pouring speed is 3kg / s. The temperature of alloy melting furnace was heated to 1604 ℃ and poured into the ladle, then the casting was poured manually. After cooling, the casting is cleaned and finished, including removing the mold shell on the module, cutting the gate, and then sandblasting to remove the residual mold shell and oxide scale. The experimental results are shown in Figure 2.