
After the installation and debugging of the water jacket core mold, the water jacket core was successfully made.

After the installation and commissioning of the EPC dies, 2 and 3 foam shapes were successfully produced.

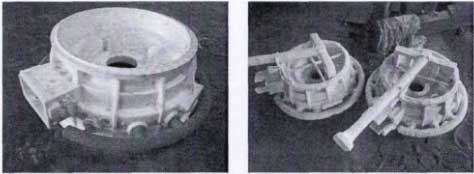
The foam model is partly cracked when it is taken out of the mold, because there are still some burrs in the new mold, and the mould release agent can solve this problem. Assemble foam model and sand core (pictured) to check whether the gap is reasonable, then manually paste the gating system and dip it (pictured). Because of the low strength of the foam model, it is easy to be impacted by sand particles during the compaction stage. It is generally necessary to deal with the foam model in order to increase the strength in the direction of sand filling. By contrast, it can be found that besides the gating system and some wooden rods after the dip coating, they use glue and foam model to fasten them.
In order to ensure the thickness of the coating layer, the model is dipped three times. After each dip, the model is transferred to the oven at 50 ℃ for baking, and the final thickness of the coating layer is 1.5mm. In the production of gating system, the sprue is empty and structure. In the initial stage of pouring, the casting channel is actually similar to the cavity casting. Because the replacement of runner foam is less, the volume of gas will be reduced correspondingly, and the molten metal can smoothly and smoothly enter the cavity, effectively preventing the phenomenon of metal liquid backspray at the beginning of the injection. Place the model after dip coating and drying vertically in the sand box, fill the sand box with the method of deluge and sand, and then place the sand box on the vibration platform for vibration. When the lost foam casting is poured, the density of molten metal is much larger than that of the foam model and the sand in the sand box. If the foam model is not wrapped tightly by the sand grains, the molten iron will easily damage the coating layer to contact with the sand particles, resulting in sand sticking or even collapse. The filling and compaction of dry sand is very important in lost foam casting. In order to get castings similar to foam models, foam models must form enough compaction in any part of the sand box and do not cause large deformation of the foam, so that the products with accurate size and clear outline can be obtained after pouring.
The vibration frequency is 50Hz, the vibration time is 70s, the acceleration is 1.5g, and the amplitude is 8mm. The vibration condition can be adjusted according to the size and complexity of the casting.

In the negative pressure state of – 0.05Mpa for the sand box, pour the model, get the first box of castings, clean the sand in the water jacket core in the water chamber, and get the blank.
