
In order to verify the casting quality effect after process optimization, the trial production of 5 wheel hub steel castings was verified by using the optimized process measures, and the cross-section anatomy, trial processing and overall pressure test were carried out on the trial produced samples.
1. Casting anatomy
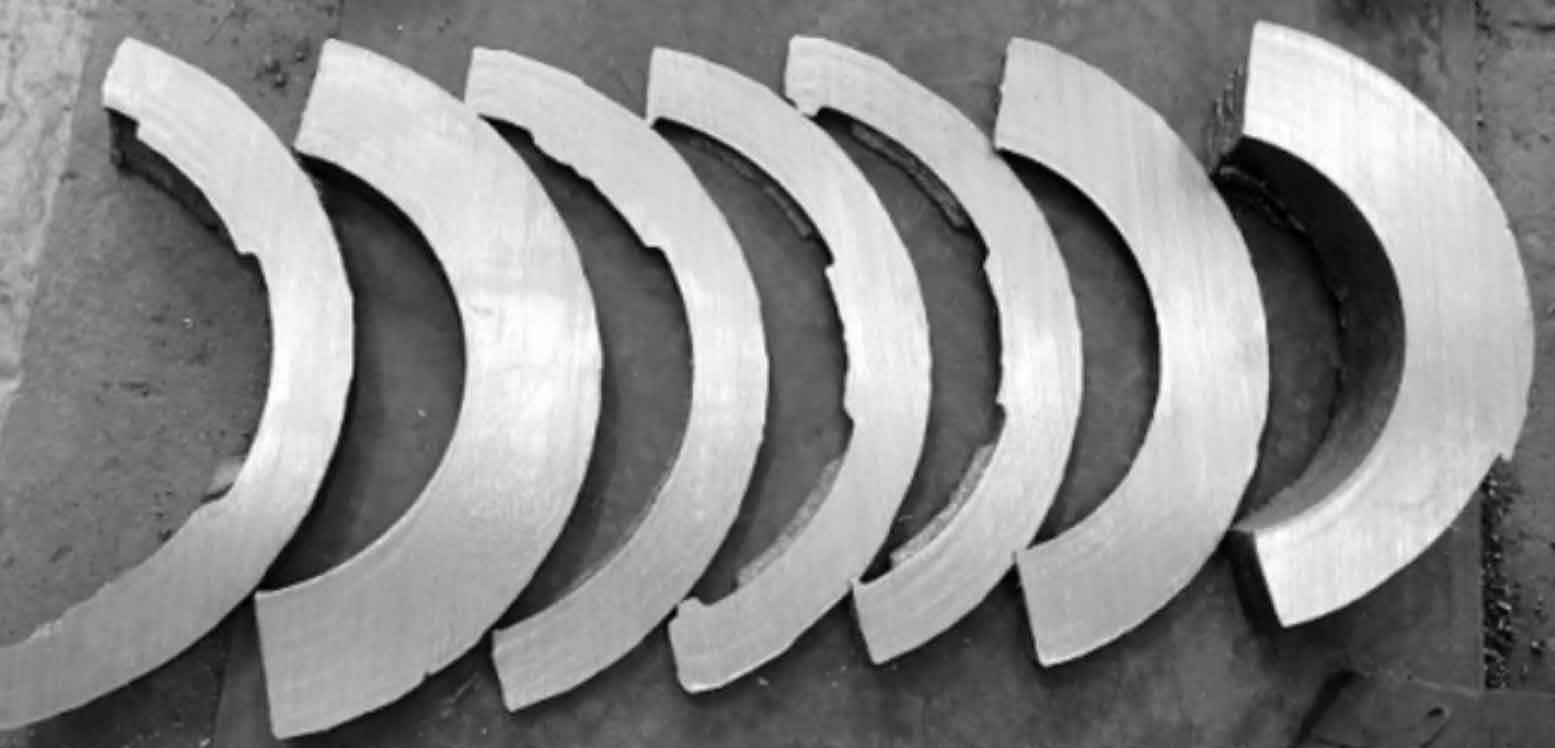
Two samples of wheel hub steel castings were randomly selected from the optimized process for dissection. The multi-layer section in the oil leakage area has no casting defects, and the internal structure is dense. The section effect is shown in Figure 1.
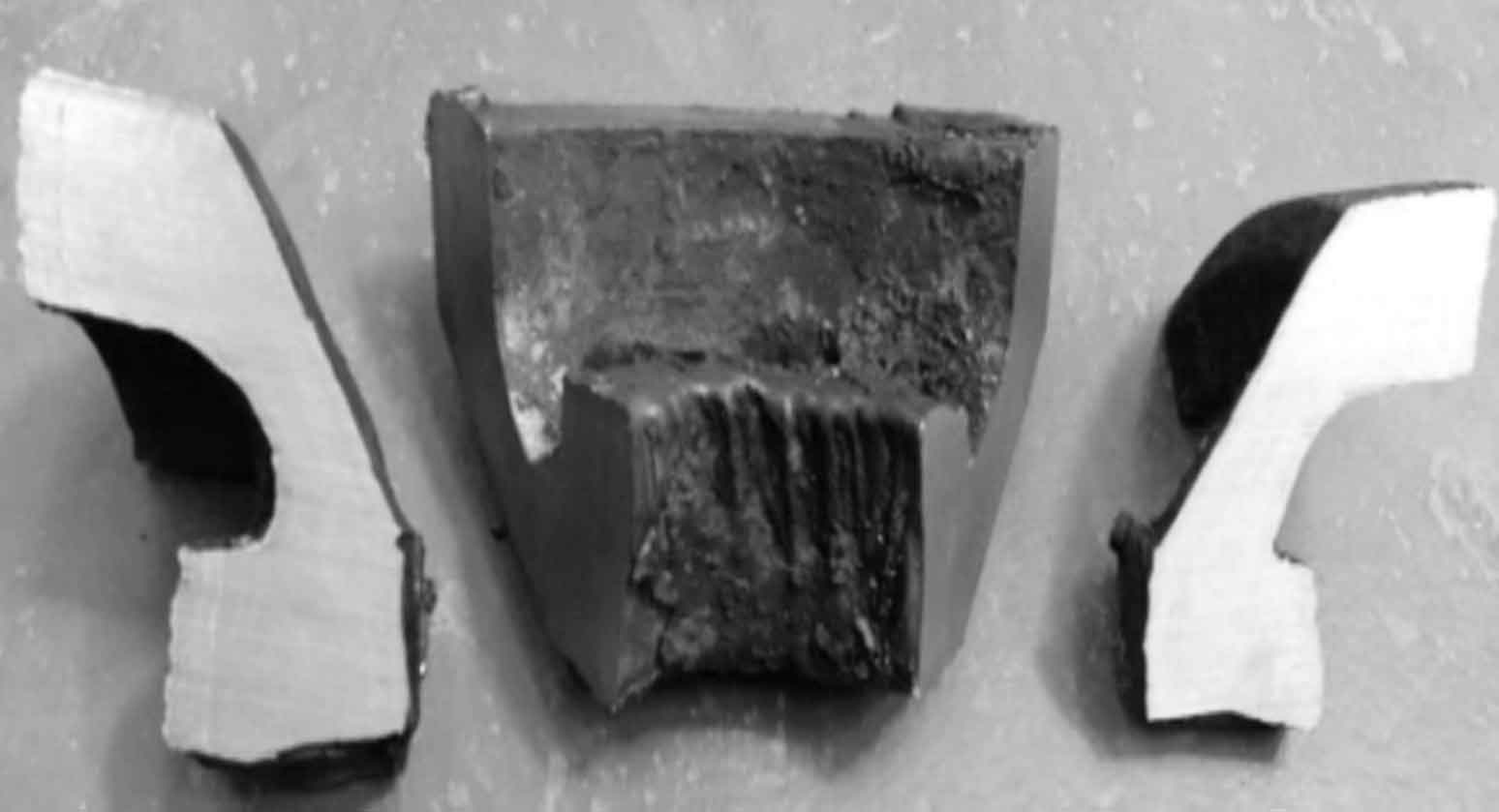
According to the simulation results, the root part of the tie bar under the riser in the original process has shrinkage defects. We dissected the section at the corresponding position of the physical sample after the optimized process, and the internal tissue is dense. The section effect is shown in Figure 2.
2. Trial processing
The first batch of 8 steel castings (2 of which were verified by cross-sectional anatomy effect) were processed, and the processed surface was free of any casting defects through dye flaw detection. For the 8 pieces processed qualified after the optimized process, the pressure test was carried out under the pressure of 1.0 MPa (equivalent to 10 atmospheric pressure) for 10 minutes, and 100% of them were qualified.
3. Batch production verification
In the subsequent batch production, 100 hubs were produced and 98 were qualified after processing (2 hubs were scrapped due to the penetration of sand inclusion defects at the tooth position).