
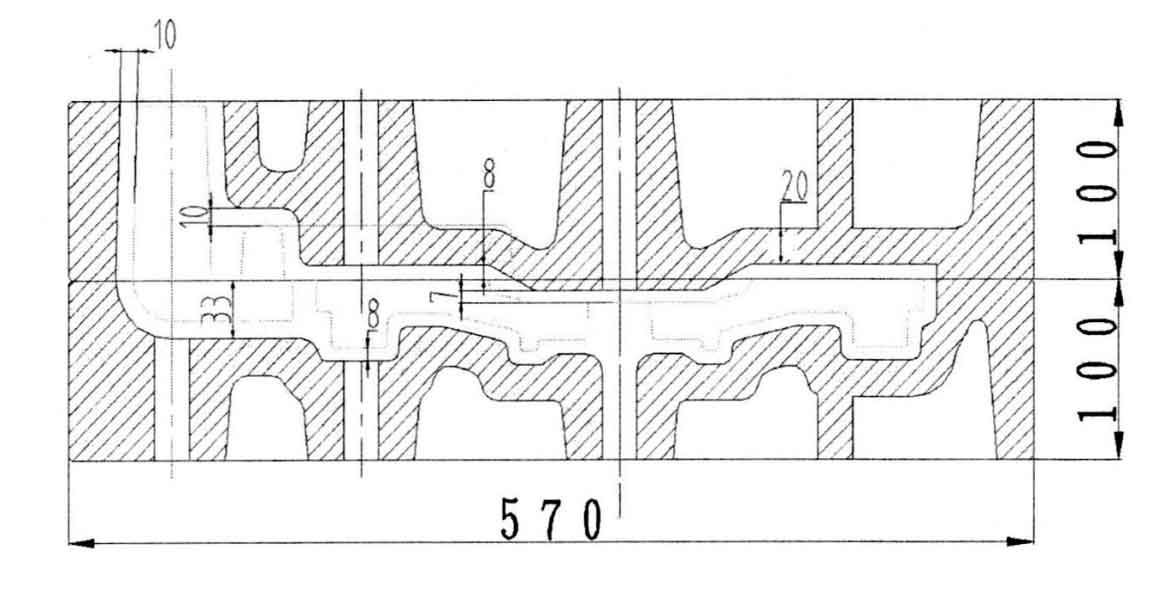
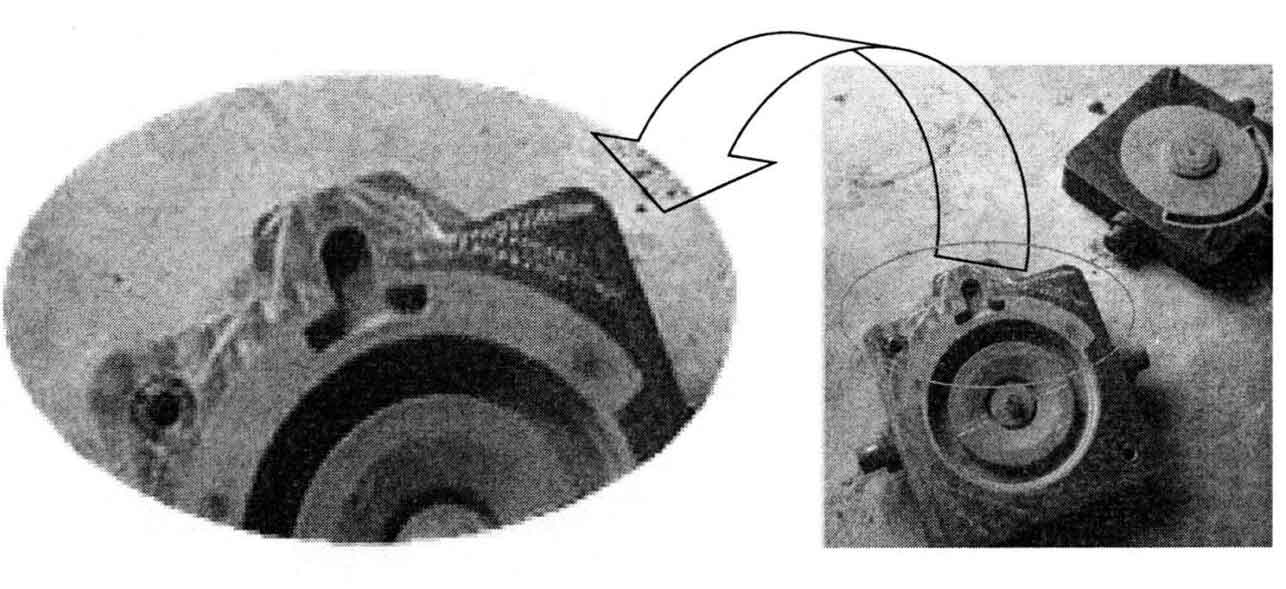
Design the iron mold sand coated casting mold. The thickness of the sand coating layer of the gating system is | OMM, and the thickness of the sand coating layer at the casting is 7 ~ 8mm (as shown in Figure 1). The inner runner is not made, but only the annular gap is left in the lower iron mold. After the sand is covered, the inner runner is excavated manually according to three schemes (Fig. 2).
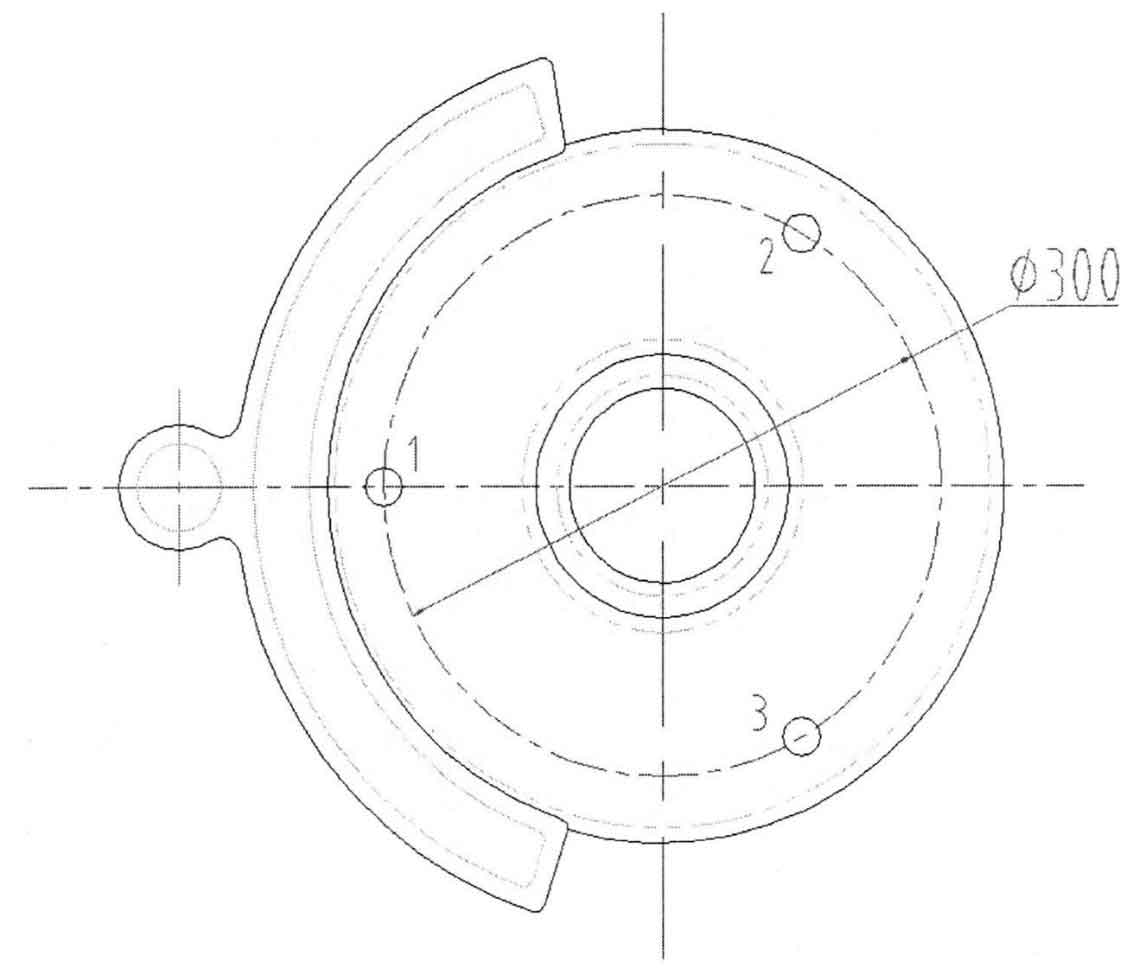
Arrange thermocouples at the three locations shown in Figure 3. Measure the temperature change of iron mold sand coated Flywheel Casting during mold filling and solidification. The end of each thermocouple is 1.5cm away from the surface of the mold cavity. The measured data is input into the computer through the data acquisition equipment of the temperature measuring device.
According to the design of three schemes, the pouring experiments of iron mold sand coated flywheel casting were carried out. A. The three schemes B and C are poured once respectively, and the content of main elements of molten iron used is shown in the table. The actual pouring temperature is 1410 respectively. C,1380℃,1400℃。 The filling time is 10s. The unpacking time is 15 minutes.
| Scheme code | C/(%) | Si/(%) | Mn/(%) | P/(%) | S/(%) |
| A | 3.35 | 1.76 | 0.848 | 0.121 | 0.106 |
| B | 3.33 | 1.79 | 0.826 | 0.134 | 0.117 |
| C | 3.35 | 1.75 | 0.830 | 0.125 | 0.108 |