
(1) Improvement scheme of sand casting process improvement measures for defects such as sand holes and pores are as follows.
1) Appropriately increase the sand mold and bake it for 2 ~ 3 times to avoid the residue of wet gas.
2) Control the pouring speed and standardize the reasonable pouring time and pouring temperature of each package.
3) In the pouring process, small ladle pouring can be used to achieve stability and prevent sand flushing.
4) Optimize the sand mixing ratio, reduce the surface roughness of the sand mold and improve the compactness.
5) The coating shall be applied evenly.
6) Temperature measurement shall be carried out before the molten steel is discharged from each furnace, and the pouring shall be carried out after the molten steel temperature is controlled at 1550 ~ 1650 ℃.
7) Strengthen the inspection of product quality in the production process, and set up full-time modeling inspectors.
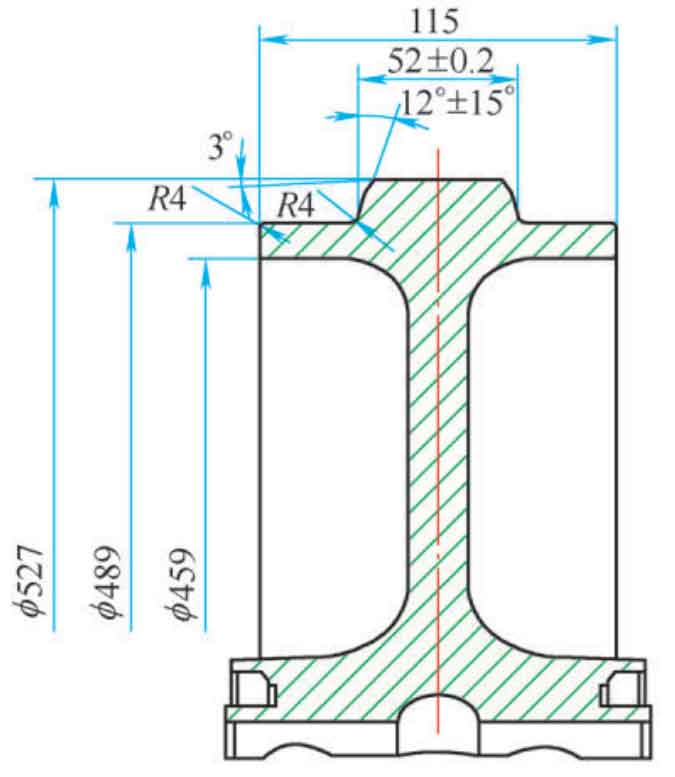
(2) Improvement of sand casting structure design due to the thin outer edge of the wheel tread, the thick middle part and the great difference in thickness (see Fig. 1), the cooling speed here is too fast in the sand casting process, and the volume shrinkage of the outer edge and the middle part is different, so it is easy to produce cracks and shrinkage casting defects (see Fig. 2). In the process of heat treatment and heating, due to the thin wall at the working face and good heat permeability, when the middle wall is heated to the required temperature of 830 ℃, the temperature at the obviously thin working face will become higher, which makes the sand casting overheat locally, and the faster cooling speed in the cooling process is also prone to cracks, or the phenomenon of over burning will produce cracks, which are serrated distribution, It is accompanied by intergranular cracking due to coarser surface martensite structure (see Fig. 3). In addition, through the establishment of mechanical mathematical model analysis, the tread surface can be regarded as a cantilever beam model. When the wheel tread surface is subjected to load during machine operation, it will produce repeated deformation and easily lead to fatigue fracture. Therefore, thickening the tread size can effectively alleviate or even eliminate fatigue damage. Through finite element analysis and calculation, it can be concluded that if the guide wheel body is properly thickened by 5mm, the maximum deformation is only 82.1% of that before the change. At the same time, it can slow down the thickness transition, slow down the cooling speed of liquid steel in the thin-wall position, further improve the pouring process and improve the fluidity and feeding capacity of liquid steel.


Through the phased implementation of the improvement scheme in ZHY casting, when the sand casting process improvement scheme is implemented, the sand casting unqualified rate of the guide wheel body is reduced from 12.98% to 3.46%. After the further implementation of the sand casting structure improvement scheme, the unqualified rate is further reduced to less than 0.49%, and even some sand casting production batches have realized the quality state with the unqualified rate of 0. After the implementation of two improvement schemes, the loss is reduced, the manufacturing cost is saved, the production efficiency is improved, and good results are obtained.