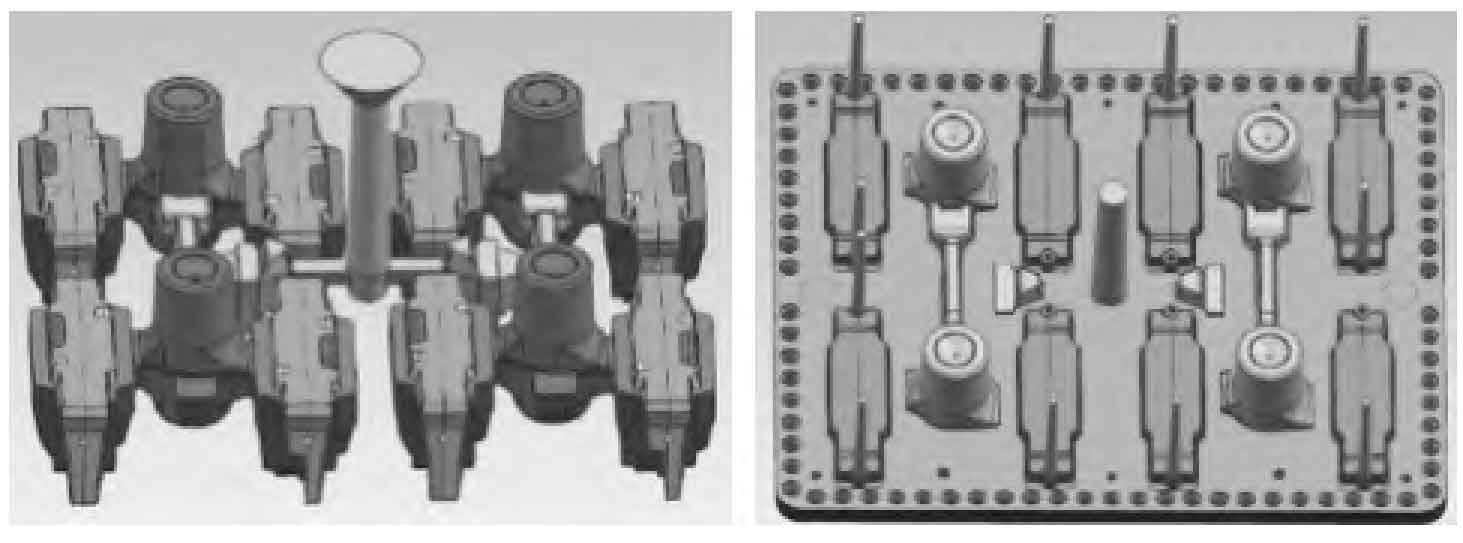
It can be seen from Figure 1 that the structure of the electro-hydraulic valve body casting is complex, the wall thickness difference is large, and the valve body casting is made of nodular cast iron, which makes it easy to produce shrinkage cavity and porosity defects at the junction of the hot joint and the wall thickness during the solidification process of the valve body casting. When molding with green sand, due to the low casting strength, the tendency of shrinkage cavity and porosity casting defects in the valve body casting is increased. Moreover, the sand core volume of the electro-hydraulic valve body casting is relatively large, and the total gas generation is large in the pouring process. The gas also promotes the formation of hole casting defects.
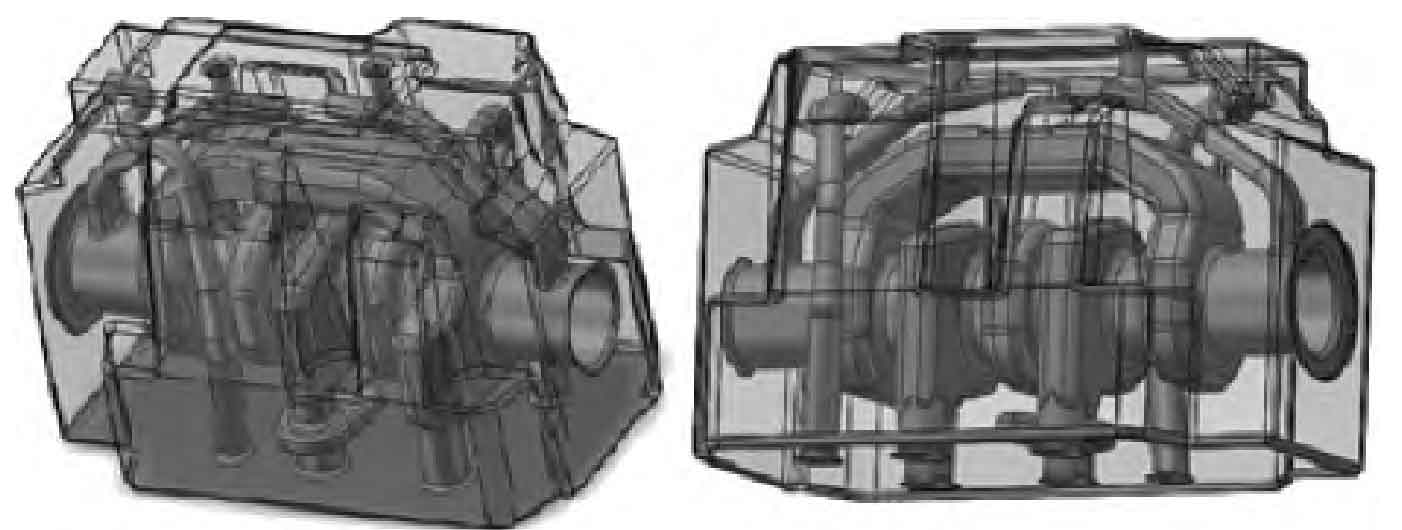
In this regard, the shrinkage cavity and loose casting defects in the valve body casting adopt the measures of feeding and eliminating the dark heat riser. The size and position of the riser have been improved for many times to determine the reasonable shape and size of the riser. The riser is placed close to and away from the hot joint, which not only realizes the purpose of feeding the hot joint, but also avoids the problem of further increasing the hot joint. The main valve hole core on the sand core is provided with an exhaust through hole, and an exhaust needle is made at the corresponding position of the core head on the outer mold (especially the corresponding position of the main valve hole). The exhaust hole formed by the outer mold on the sand mold is connected with the exhaust hole pierced by the exhaust needle on the equipment. Through the design of this series of exhaust systems, the gas emitted by the combustion of the sand core is discharged smoothly, avoiding the pore defects in the valve body casting and other hole defects caused by gas. The design of pouring system and exhaust system is shown in Figure 2.