
In 2014, ZHY Casting introduced a small lost foam casting production line, mainly for the development of castings for waste incineration power plants. Among them, the medium quality of cast steel grate is sch2, which is high chromium steel. The castings are plate castings. The bottom injection type and top injection type are selected respectively during the trial production process, as shown in Figure 1, and the furnace In 2014, ZHY casting introduced a small lost foam casting production line, mainly for the development of lost foam casting steel castings for waste incineration power plants. Among them, the medium quality of cast steel grate is sch2, which is high chromium steel. lost foam casting steel castings are plate castings. During the trial production process, the bottom injection type and top injection type are selected respectively, as shown in Figure 1, and the furnace test bar is poured. Through the composition analysis of the furnace test bar and the anatomical parts of the lost foam casting steel casting body, it can be found that the carburization of the lost foam casting steel casting during top injection is very uneven. The carbon content of the test bar is 0.35%, the body is less than 0.38%, and more than 1.3%. The carburization near the gate is less, and the carburization far away from the gate is serious; During the bottom injection, the carburization of lost foam casting steel castings is relatively uniform, and the carburization amount is in the range of 0.03% ~ 0.06%.

In the production process, through the analysis of product composition, it is found that the products generally have carburization defects, and the amount of carburization is very uneven. Through a large number of on-site tracking, it is found that the pouring process, that is, the mold filling process of lost foam casting steel castings, has a great influence on the carburization defects. It not only affects the degree of carburization, but also affects the distribution of carburization. When the pouring process is unstable and obvious back spray occurs, the internal defects of lost foam casting steel castings increase. It is found that some products have obvious defects visible to the naked eye. Through the analysis of the components near the defects, it is found that the amount of carbon increase is much larger than that of other parts. As shown in the defect diagram of grate in Figure 2, it is mainly due to the unstable filling process and obvious back injection phenomenon, which leads to the turbulent flow of molten metal. In addition, the wall thickness of this part is large and the solidification shrinkage is slow. At the last solidification part, the gas components contained in the molten steel can not be discharged completely, which further increases the tendency of shrinkage and porosity in the later stage of solidification.
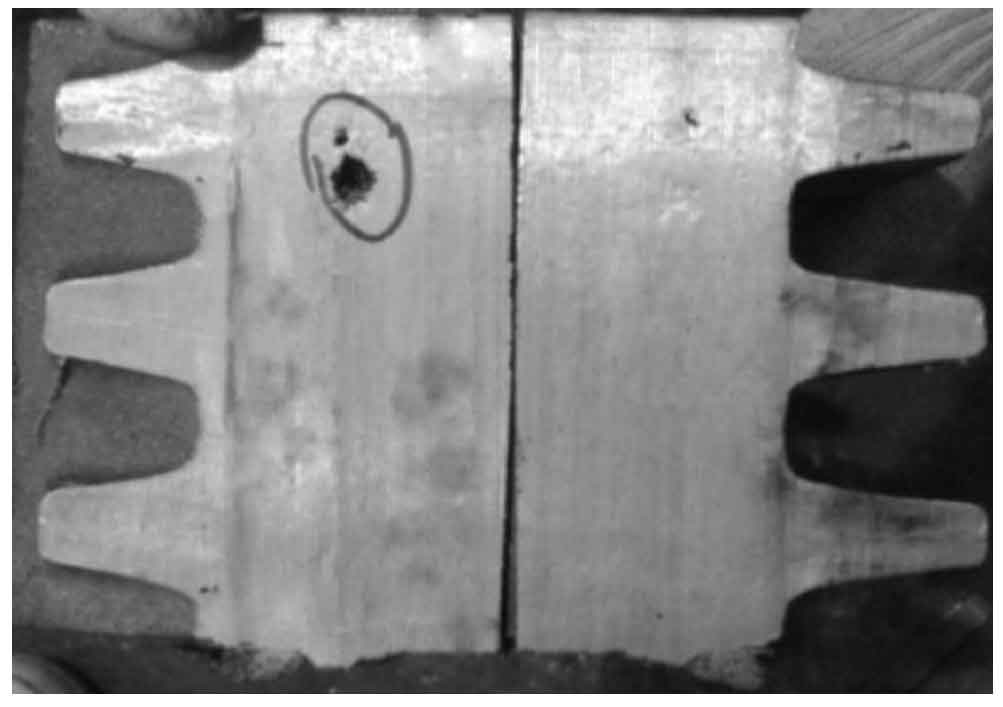
Through sampling analysis, the amount of carbon increase in this part is significantly higher than that in other parts. This is because when the metal liquid is turbulent, the contact time and contact area between the metal liquid and the decomposition products increase, and the carbon element is easy to enter the metal liquid, resulting in the increase of carbon content. At the same time, it will increase the gas content of the metal liquid, which is easy to accumulate in thermal contact and finally form defects. When the pouring and filling process is stable and there is no reverse injection, by dissecting the product and analyzing the chemical composition of each part, it can be seen that although there are obvious carburization defects in the composition of lost foam casting steel castings, the carburization amount of each part is not different, the carburization amount of the part close to the inner sprue is low, and the carburization amount of the part far from the inner sprue is high. In this way, the chemical composition of the product can be controlled by trial production and reducing a certain amount of carbon content in advance in the burden proportioning process, so as to make the chemical composition of the final product meet the requirements.
Through the production of grate products, some suggestions to reduce the carburization trend in the production process of lost foam are put forward. For steel castings produced by lost foam casting, the following measures can be taken to control the amount of carbon increase and ensure that the chemical composition of the products meets the requirements.
The foam pattern was made of copolymer with low gas evolution, and the sprue was made into a hollow structure. The hollow sprue is convenient to fill the sprue quickly with liquid steel at the beginning of pouring, which can prevent the reverse spraying at the beginning of pouring and make the filling stable.
In the process of pattern drying, it must be ensured that the pattern is fully dried to avoid backinjection during pouring and local carburization defects. The bottom pouring method is adopted, which can make the molten steel filling stable without turbulent flow, reduce the foam pattern and the amount of gas added, and reduce the trend of local carburization.
The riser is arranged at the appropriate position of the lost foam casting steel casting, and the volume of the riser can be appropriately larger. On the one hand, it is used for feeding, and on the other hand, it is used for slag collection and drainage. The contact time between the front of the liquid steel and the gas is long, and the amount of carbon entering the liquid steel is large. The carbon content of this part of the liquid steel is bound to be high, so we must find a way to export the lost foam casting steel casting body.
When raw materials are prepared in advance, the proportion of carbon content shall be appropriately reduced, and the carbon content shall be increased by carburizing lost foam casting steel castings. Through the above methods, the carburization amount of lost foam casting steel castings can be well controlled, and lost foam casting steel castings with satisfactory chemical composition can be obtained.