
Casting defects can occur during the casting process and can affect the quality and performance of the final product. Understanding the common defects and their causes is crucial for effectively addressing and preventing them. Here’s a comprehensive guide to casting defects and their causes:
- Porosity:
- Causes: Entrapped air or gases in the molten metal during solidification. It can be due to improper venting, high pouring temperature, or excessive turbulence during pouring.
- Types: Gas porosity (bubbles), shrinkage porosity (internal voids), and microporosity (microscopic pores).
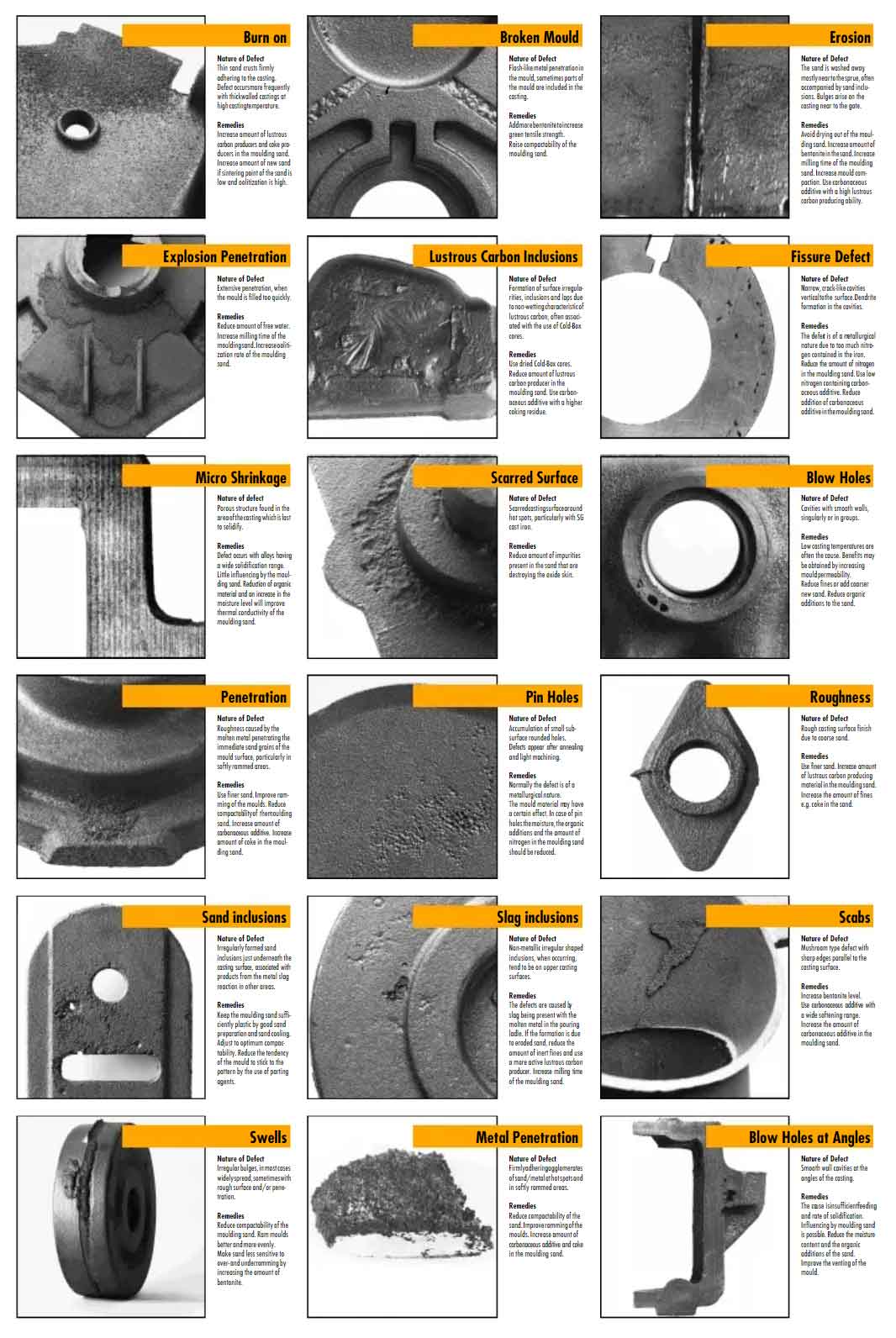
- Shrinkage Defects:
- Causes: Inadequate feeding of molten metal to compensate for solidification shrinkage. Can result from insufficient riser size, improper gating, or improper riser placement.
- Types: Shrinkage cavities, shrinkage porosity.
- Inclusions:
- Causes: Foreign particles like sand, slag, or oxides present in the molten metal, which become trapped in the casting during solidification.
- Types: Slag inclusions, oxide inclusions.
- Cold Shut:
- Causes: Lack of fusion between two streams of molten metal, which do not fuse properly due to low pouring temperature or improper gating.
- Appearance: A visible line or seam on the surface of the casting.
- Hot Tear (Hot Crack):
- Causes: Internal cracking due to tensile stresses during solidification and cooling.
- Occurs in thick sections where solidification occurs non-uniformly.
- Misrun and Cold Run:
- Causes: Misrun – when the molten metal does not completely fill the mold cavity, Cold run – when molten metal solidifies before completely filling the mold.
- Causes include improper gating, low pouring temperature, or clogged gating system.
- Metal Penetration:
- Causes: Molten metal infiltrates the mold material, resulting in rough surface finish and dimensional inaccuracies.
- Occurs due to excessive pouring pressure or high permeability of the mold material.
- Distortion and Warpage:
- Causes: Uneven cooling and solidification can cause the casting to distort or warp.
- Can be influenced by part design, cooling rate, and mold material.
- Incomplete Casting:
- Causes: When a part of the casting is missing or not fully formed due to improper mold cavity design, low pouring temperature, or improper gating.
- Sand Inclusion:
- Causes: Sand particles become embedded in the casting surface during the mold-making process.
- Can result from improper mold material or improper mold handling.
- Blowholes:
- Causes: Gas pockets formed on the casting surface due to gas evolution during solidification.
- Can occur due to excessive moisture in the mold material or inadequate venting.
- Veining:
- Causes: Surface cracks and lines on the casting due to the expansion of sand mold during pouring.
- Can result from high mold temperature or inadequate mold support.
To prevent casting defects, it’s essential to optimize the casting process, design appropriate molds, control pouring parameters, and maintain the quality of raw materials. Regular inspection and quality control measures also play a vital role in identifying defects and implementing corrective actions.
Pages: 1 2