
Pumping units are essential machinery in petroleum extraction, converting rotary motion into reciprocating motion to lift oil from wells. The crankshaft serves as the primary load-bearing component, transferring forces while reducing operational speed. This study details our comprehensive approach to developing a reliable casting process for the largest crankshaft variant in our product line, which experiences the highest mechanical stresses. Given its unconventional thick-walled plate structure with significant thermal masses, traditional casting methods proved inadequate, necessitating a systematic methodology.
Material Selection and Product Specifications
The crankshaft specification required ZG270-500 carbon steel per GB/T 11352-2009 and JB/T 6402-2018 standards. However, due to low initial production volumes and incompatibility with our large-ladle melting practices, we substituted B+ grade steel through rigorous analysis. Material properties were validated using the following comparative metrics:
| Property | ZG270-500 | B+ Grade Steel | Test Standard |
|---|---|---|---|
| Tensile Strength | 500 MPa | 535 MPa | ASTM A370 |
| Yield Strength | 270 MPa | 310 MPa | |
| Elongation | 18% | 20% |
Critical dimensions were 945 mm × 300 mm × 180 mm with key thermal challenges:
- Wall thickness >95 mm across 85% of geometry
- Keyway region: Maximum thermal modulus of 130 mm
- Predicted solidification time differential: 210 seconds between thin/thick sections
Casting Process Design Fundamentals
Our casting process development employed Chvorinov’s Rule for solidification time prediction:
$$ t = B \left( \frac{V}{A} \right)^n $$
Where \( t \) = solidification time, \( V \) = volume, \( A \) = surface area, \( B \) = mold constant, and \( n \) ≈ 2 for sand casting. Thermal analysis revealed the keyway’s \( \frac{V}{A} \) ratio exceeded thin sections by 300%, creating severe shrinkage risk.
Comparative Process Schemes
Two distinct casting process approaches were engineered and simulated:
| Parameter | Scheme A | Scheme B |
|---|---|---|
| Gating Orientation | Longitudinal (keyway side) | Transverse (width direction) |
| Gating Ratio (∑Ssprue:∑Srunner:∑Sgate) | 1 : 2.17 : 2.51 | 1 : 1.95 : 2.37 |
| Riser Configuration | 2 sand risers: ϕ200×250mm (U-shaped), ϕ118×130mm | 2 sand risers: ϕ200×250mm (U-shaped), ϕ150×220mm |
| Process Yield | 68% | 62% |
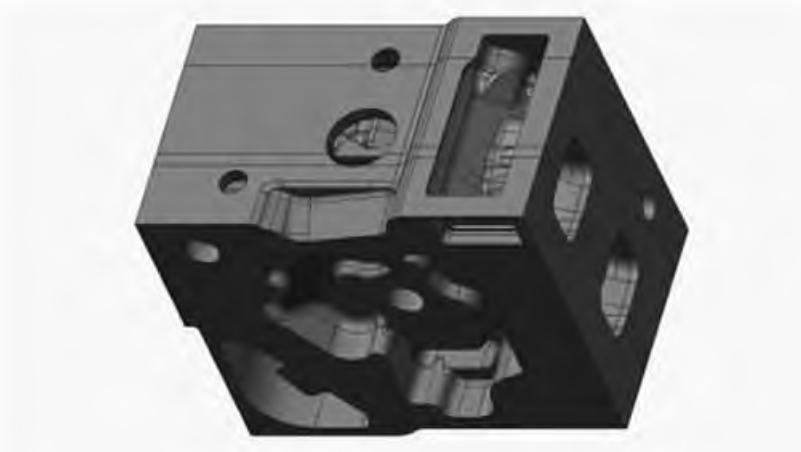
Simulation-Driven Process Validation
ProCAST simulations evaluated both schemes using Navier-Stokes equations for fluid dynamics:
$$ \frac{\partial \rho}{\partial t} + \nabla \cdot (\rho \mathbf{u}) = 0 $$
$$ \rho \left( \frac{\partial \mathbf{u}}{\partial t} + \mathbf{u} \cdot \nabla \mathbf{u} \right) = -\nabla p + \mu \nabla^2 \mathbf{u} + \mathbf{g} $$
Scheme A demonstrated superior performance:
- Filling Characteristics (t=8 sec): Laminar flow (Re<2300) with sequential mold occupation vs. turbulent flow (Re>4000) in Scheme B
- Solidification Results:
- Scheme A: Isolated microporosity (<0.5mm) at riser bases
- Scheme B: Macroshrinkage (12mm diameter) at ϕ90mm bore junctions
Process Optimization Strategy
Based on simulation outcomes, Scheme A was enhanced through four key modifications:
- Riser redesign: ϕ180×250mm insulating sleeve riser + ϕ118×130mm exothermic riser
- Strategic chilling: 50×40×25mm steel chills at lightening hole/keyway interface
- Chromite sand application: 20mm layers at high-mass junctions (κ=3.5 W/m·K vs 0.8 W/m·K for silica)
- Coremaking upgrade: Chromite sand cores for ϕ90mm bores
The optimized casting process reduced solidification time variance by 40% while improving feeding efficiency (εf) from 14% to 32% as per Niyama criterion:
$$ NY = \frac{G}{\sqrt{\dot{T}}} $$
Where \( G \) = thermal gradient (°C/mm), \( \dot{T} \) = cooling rate (°C/s).
Production Validation and Quality Metrics
Implementation of the optimized casting process yielded:
- Zero shrinkage defects in radiographic inspection (ASTM E94)
- Surface integrity: <0.3mm discontinuities via magnetic particle testing (ASTM E709)
- Dimensional accuracy: ±1.2mm vs. ±2.5mm tolerance (GB/T 6414-2017)
- Field performance: 8,000+ operational hours without failure
Technical Conclusions
This casting process development demonstrates four critical principles for thick-section steel castings:
- Gating should target thinner sections adjacent to risers to minimize thermal interference
- Conformal gating orientation significantly reduces turbulence-related defects
- Hybrid cooling strategies (chills + chromite sand) enable directional solidification
- Integrated simulation reduces trial iterations by 60% in casting process development
The validated methodology provides a robust technical foundation for similar high-stress components, proving that systematic casting process optimization can overcome challenging geometries while maintaining economic viability through 68% process yield.