
Shrinkage cavity in sand casting is a common casting defect, which is basically a volume loss defect. According to the causes, it can be divided into the following types: hot joint shrinkage, riser neck shrinkage, ingate shrinkage, axis dispersion shrinkage and concave corner shrinkage.
Hot shrinkage cavity in sand casting, also known as internal shrinkage cavity, is the node with the thickest volume after metal solidification and the most heat released during solidification. Generally, the diameter of the inscribed circle measures the size of the hot spot. The larger the diameter, the more metal volume accumulation, and the longer the solidification time, resulting in the larger volume deficit caused by volume shrinkage during hot spot solidification. If there are no compensation measures and metal compensation, internal shrinkage will be formed. Hot spot shrinkage cavity accounts for the largest proportion of metal shrinkage defects. In this paper, the shrinkage cavity produced by axle housing is hot spot shrinkage cavity.
The shrinkage cavity of riser neck in sand casting is a secondary shrinkage cavity formed by the shrinkage cavity in the riser passing through the riser neck and invading into the casting. Especially for steel castings, the shrinkage cavity is also the last solidification position of molten iron, resulting in the segregation of material composition, mainly due to the excessive content of sulfur, phosphorus and carbon. The main reason is the process hot spot and the unreasonable setting of riser.
The shrinkage cavity of the inner sprue in sand casting is the shrinkage cavity exposed by the fracture of the inner sprue. Because the inner sprue is the channel for the mold to introduce the liquid metal into the mold cavity, the solidification is very slow after the pouring is completed, the shrinkage of the molten iron and the casting in the later stage of solidification can not be compensated, and then shrinkage cavity occurs. The higher the temperature, the larger the shrinkage cavity.
Axial shrinkage cavity in sand casting is a group of small shrinkage cavities intermittently distributed on the centerline and axis of the casting. Different from shrinkage porosity, it can be seen with the naked eye. It is also characterized by non concentration and dispersion of cavities.
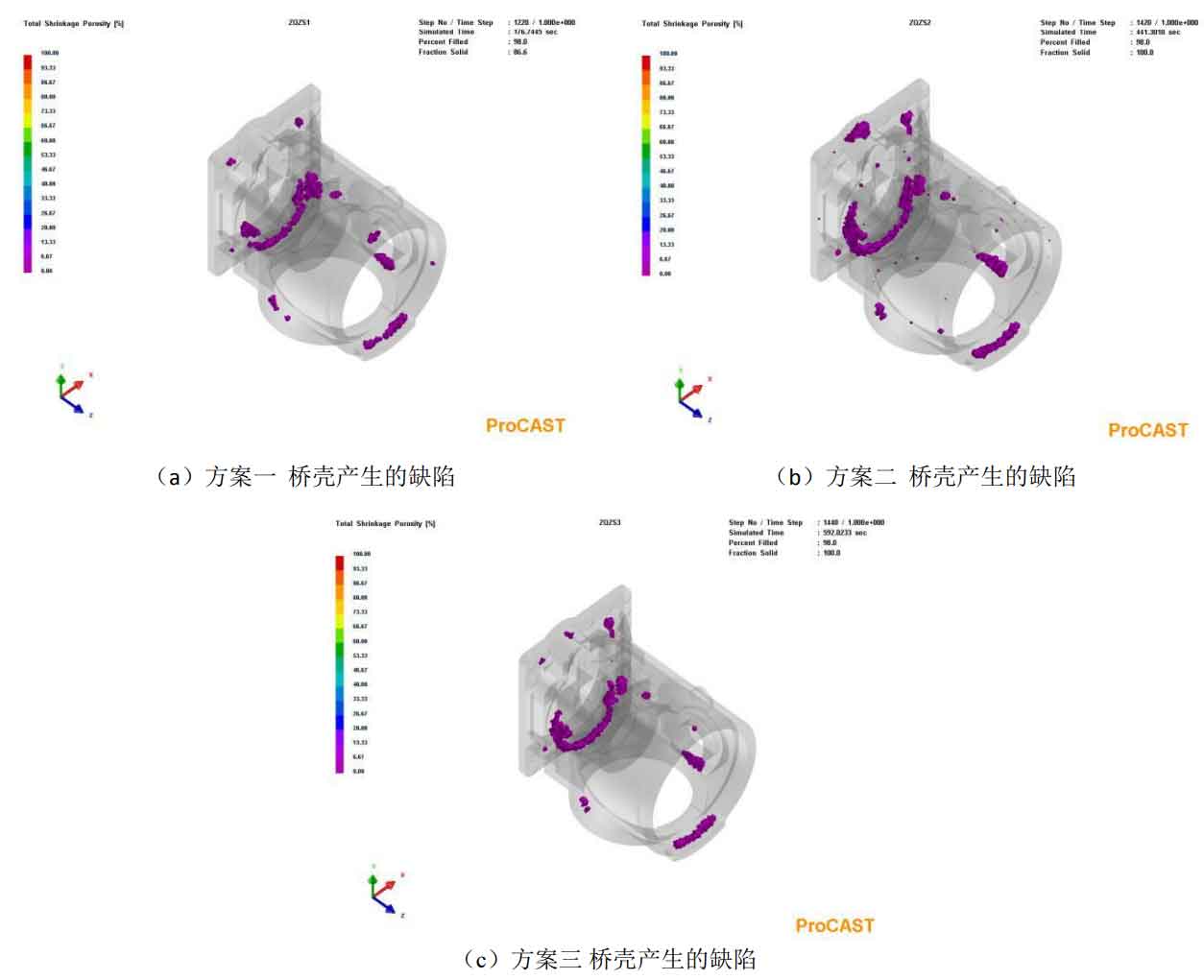
The direction of sand mold casting concave corner shrinkage cavity on the casting surface changes from vertical to horizontal, that is, the sand sharp angle. Because the solid shell finally formed here is thinner than the plane mold and the external gas invades, it is also called gas shrinkage cavity. The above theoretical calculation and simulation results of liquid metal temperature field show that using the thermal analysis shrinkage defect module in ProCAST simulation software can accurately predict the location and area of shrinkage of axle housing, which provides a reliable guarantee for process optimization in the future. The defect analysis of the three pouring schemes is shown in the figure.
Through the comparison of the above flow field and temperature field, it can be seen from the filling process of the three schemes that the filling of the semi closed gating system is the most stable, and the metal liquid has no cut-off phenomenon. The metal liquid has been filled with the sprue without entrainment, reducing the oxidation of the contact area between the metal flow surface and air, so as to reduce the generation of oxidation inclusions; At the same time, the density of molding sand is less than that of liquid metal, which will float on the surface of liquid flow. The blocking effect of sprue sand collection nest and sprue is good; The closed gating system takes the second place, and the mold filling is better. There is a little dispersed metal liquid in the mold cavity at the initial stage of sand casting pouring. The metal liquid does not fill the sprue at the initial stage of mold filling, which may produce oxidation inclusions, and the sand retaining effect of the sprue is poor. In the middle and later stage, the metal liquid fills the whole mold cavity, reducing the generation of oxidation inclusions, and the sand retaining effect is good; There are many isolated molten metal in the open gating system, with fast cooling speed and rapid temperature falling below the liquidus, which is easy to produce fatal casting defects such as cold septum and cold beans. At the same time, the molten metal has not been filled with the sprue in the whole pouring process, the probability of oxidation inclusions is greatly increased, and the sand retaining effect of the sprue is poor.
From the analysis of the temperature field and shrinkage porosity defects of the three schemes, it can be seen that there is an isolated liquid phase region in the later stage of solidification, and the isolated liquid phase region can not be fed by effective liquid during solidification, resulting in shrinkage defects. It can be seen from the figure that at the same solidification fraction, the isolated liquid phase area of the open gating system is the largest, and the shrinkage cavity area is the largest and the most. In order to further optimize the design, the open gating system is abandoned.
Therefore, closed gating system and semi closed gating system are selected to optimize the feeding system for follow-up treatment.