
In order to evaluate the rationality of the optimized process scheme, the software ProCAST needs to be used to simulate and calculate the optimized sand mold casting process scheme of mud pump body again. After the finite element division of each part is completed, the parameters need to be reset. The newly set subsidy belongs to the same entity as the casting. When assigning the material attribute, it can be set to “casting” consistent with the casting, and the interface between the subsidy and sand mold casting can be set to “equiv” interface with continuous temperature field and velocity field; During material assignment, the riser insulation sleeve shall be set as “insulation” with lower thermal conductivity, and the insulation agent layer at the top of the riser shall be set as “exothermic”; The initial conditions and operating parameters shall remain the previous settings, and the simulation calculation shall be started after the parameter setting is completed.
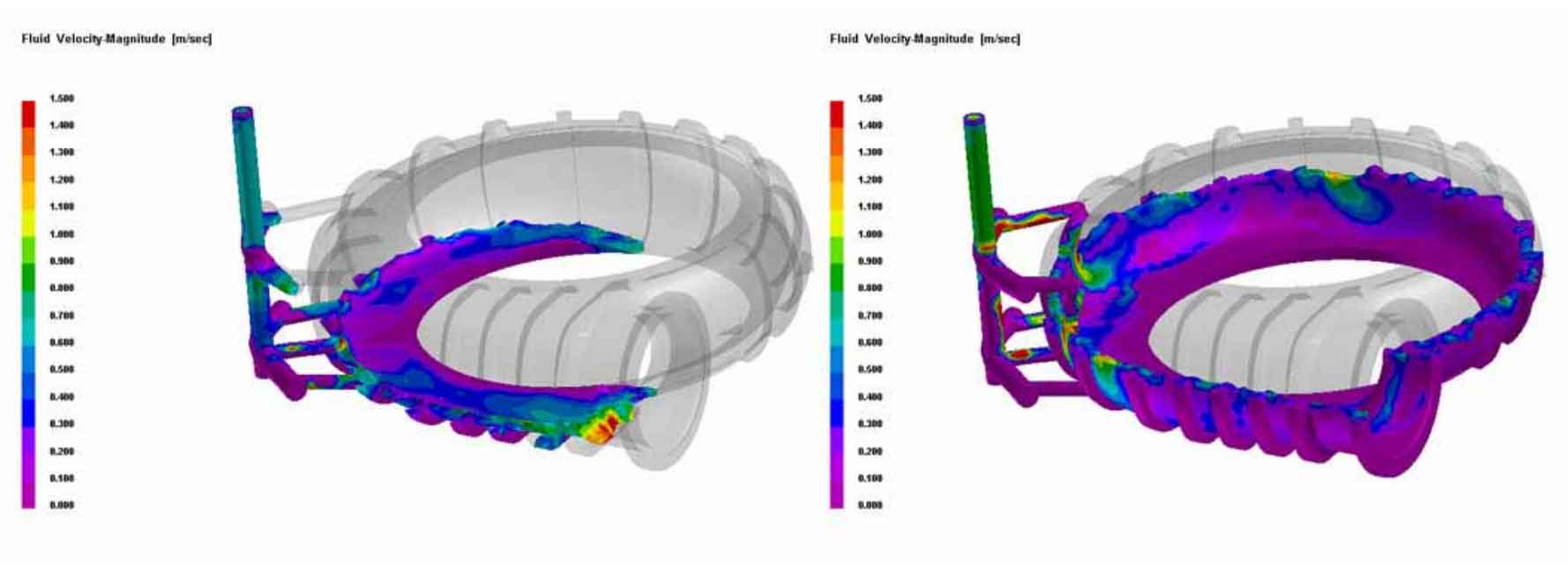
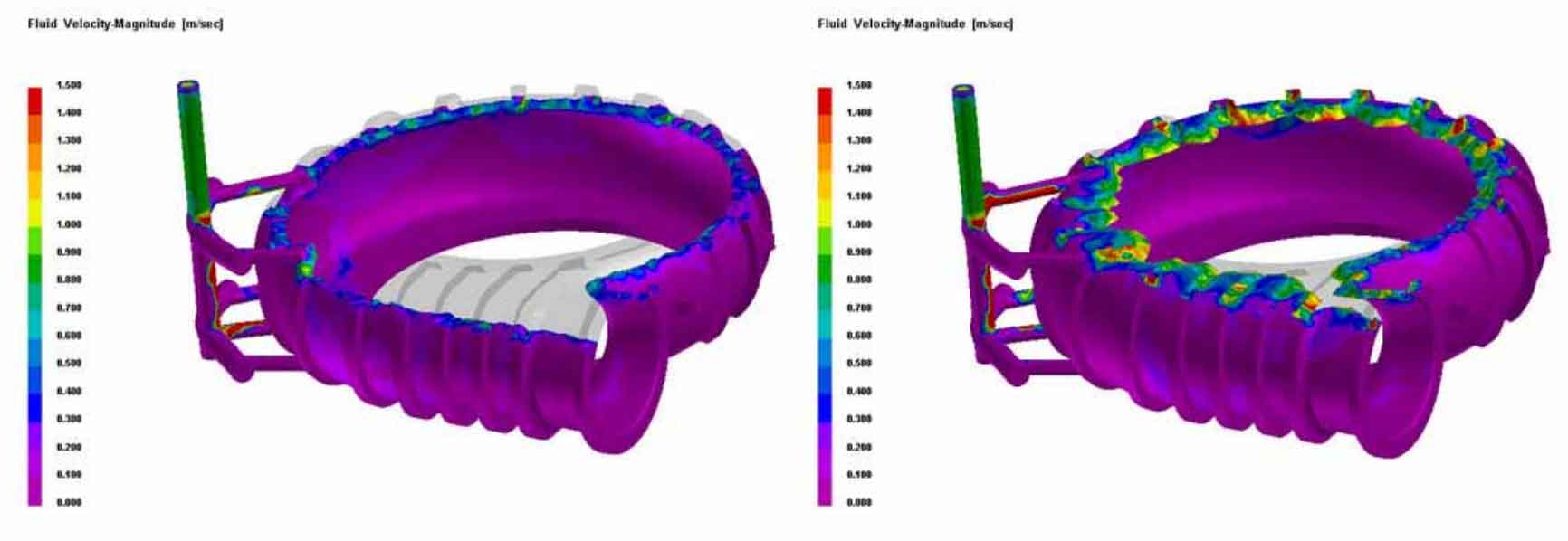
The optimized process scheme is adopted for the mud pump body of sand mold casting. The simulation results of filling process velocity field during pouring are shown in Figure 1. It can be seen from Figure 1 (a) that the liquid metal flows into the mold from the bottom inner sprue, and the liquid level in the mold cavity rises steadily; It is observed from Fig. 1 (b) that the metal liquid level in the mold cavity is about to reach the height of the upper inner sprue, and the metal liquid begins to enter the mold from the upper inner sprue, and it can be seen that at this time, the metal liquid velocity at the flow front of the lower inner sprue is very small, and the lower inner sprue is almost closed; It can be seen from Figure 1 (c) and (d) that the metal completely has the upper inner sprue into the mold, and the mold filling of the mud pump body in sand mold casting is stable until the end. The filling process of the mud pump body of sand mold casting is layered from bottom to top, which is stable and orderly. The scouring of the metal liquid on the mold wall is small, and there are air entrainment, air wrapping and other phenomena in the filling process.
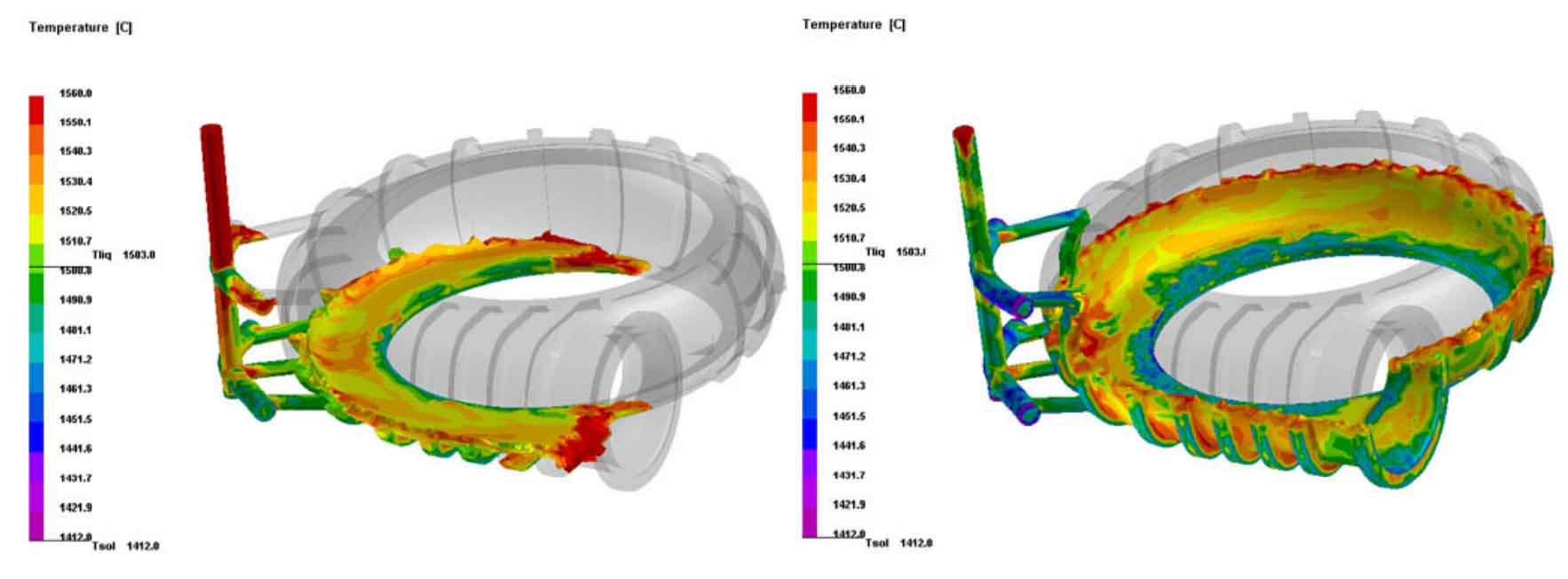
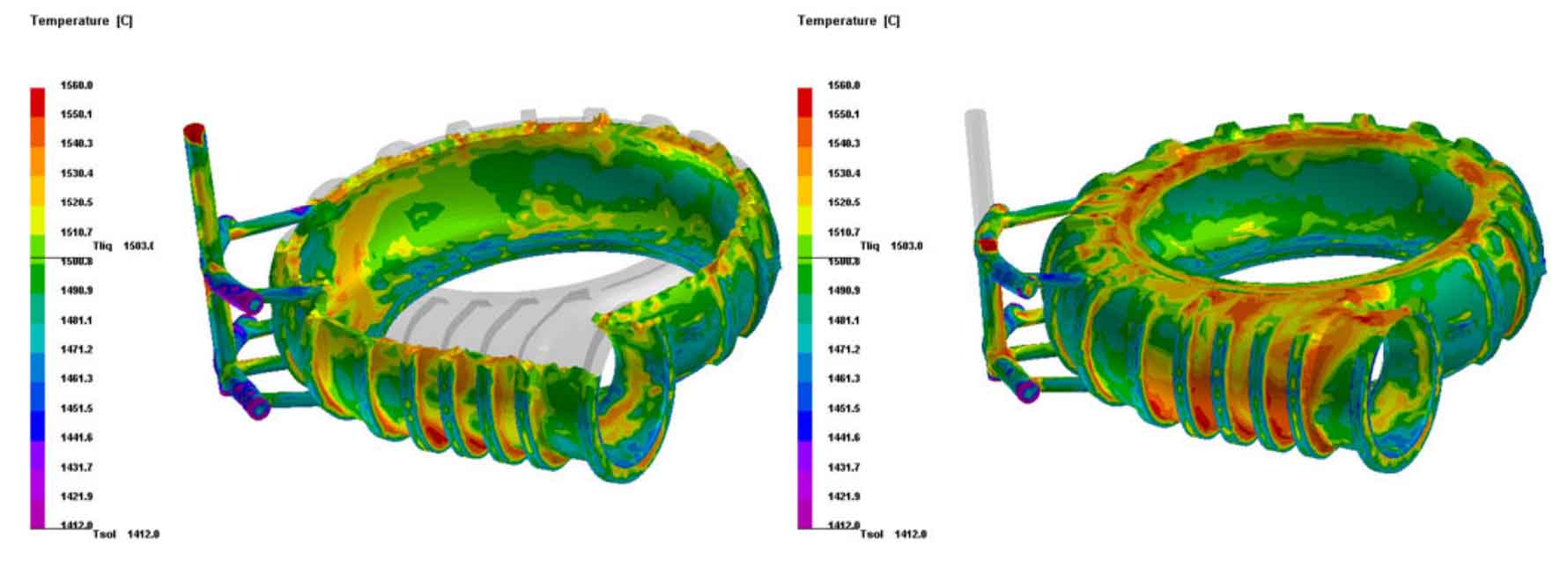
The simulation results of the temperature field when filling with the optimized process are shown in Figure 2. The analysis of the temperature field shows that the temperature of the molten metal at the flow front during the filling process is basically maintained at the pouring temperature. As shown in Figure 2 (b), with the filling of the pump body of the sand mold casting mud pump, the temperature gradient of the high-temperature molten metal in the mold cavity has been formed from bottom to top; At the end of the mold filling of the mud pump body in sand mold casting, the temperature of the liquid metal in the mold cavity is about 1520 ℃. During the whole mold filling process of the mud pump body in sand mold casting, the temperature of the liquid metal decreases slightly, which effectively avoids the oxidation of the liquid steel in the pouring process and reduces the possibility of shrinkage porosity and shrinkage defects.