
The figure shows the results of shrinkage porosity after solidification of sand casting frame, and the criterion of casting shrinkage porosity in the figure is taken as. It can be seen that due to the comprehensive action of large and small risers plus sand cold iron, there are no casting shrinkage cavity and loose defects in the column and beam of the sand casting frame after solidification, indicating that the cold iron is placed correctly and the feeding of large and small risers in sand casting is successful.
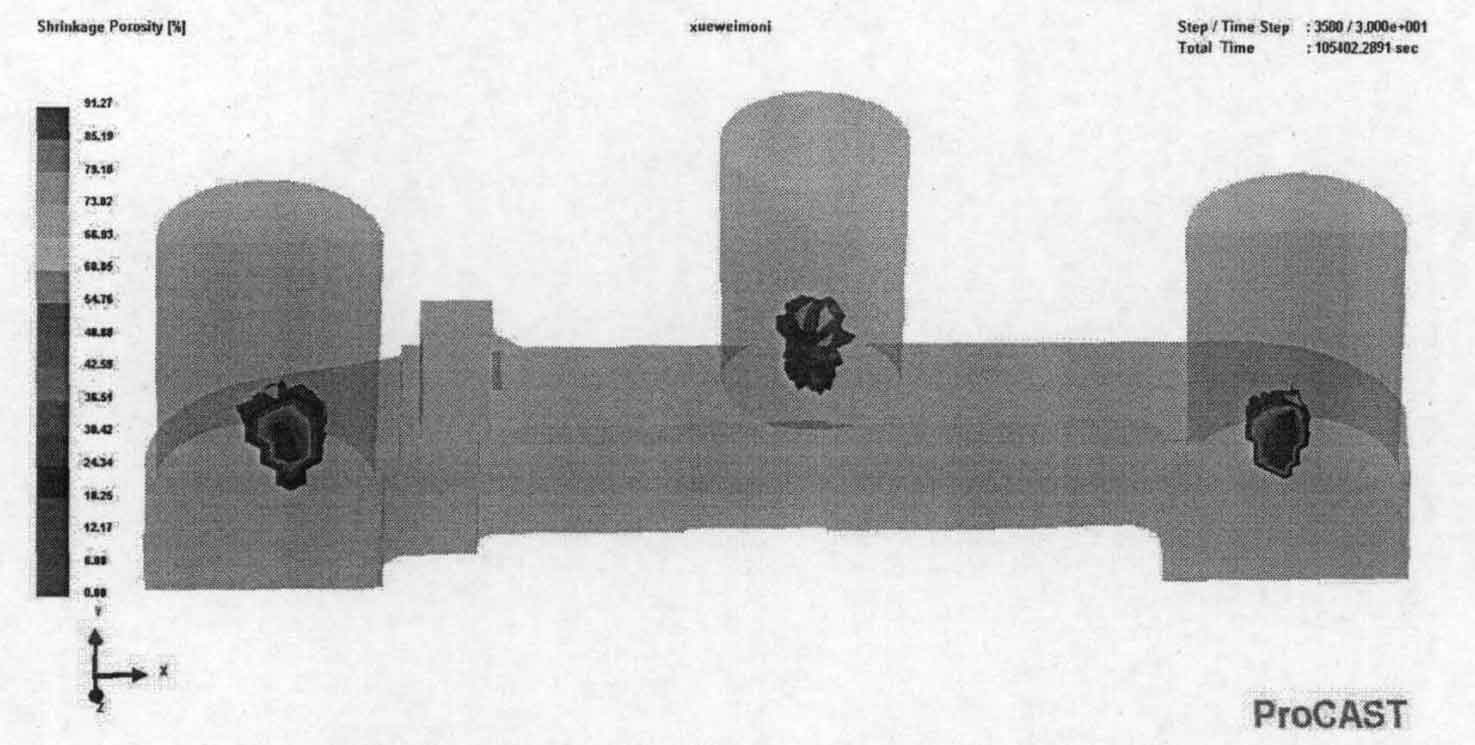
The loose casting shrinkage cavity in the figure is close to the column and cross beam of the sand casting frame, and the hot spot is relatively lower. The main reason is that the actual supplementary pouring process is not considered in the simulation process, resulting in the hot spot close to the sand casting. If the spot mending riser process is adopted, the hot joint will move up, and the loose shrinkage cavity in sand casting will not affect the frame.