
Due to the different cooling rate of each part of the sand mold casting of the mud pump body during solidification, the temperature distribution and cooling rate of each part are uneven, resulting in the different thermodynamic properties of the materials in each part of the sand mold casting of the mud pump body, resulting in the thermal stress of the sand mold casting of the mud pump body during solidification. During solidification, the mold expands thermally, but the sand casting of the mud pump body shrinks cold, resulting in mechanical stress in the sand casting of the mud pump body during solidification. Under the combined influence of mechanical stress and thermal stress, the sand castings of the mud pump body are prone to thermal crack, residual stress, deformation and other defects, which reduces the dimensional accuracy and strength of the sand castings of the mud pump body, resulting in the fracture, deformation and even direct scrapping of the sand castings of the mud pump body. When analyzing the stress field of sand mold casting of mud pump body, calculate the change and distribution of casting thermal stress during solidification, predict the residual stress and deformation during solidification, and then optimize the structure and casting process of sand mold casting of mud pump body, eliminate thermal cracks and reduce residual stress, deformation and other defects.
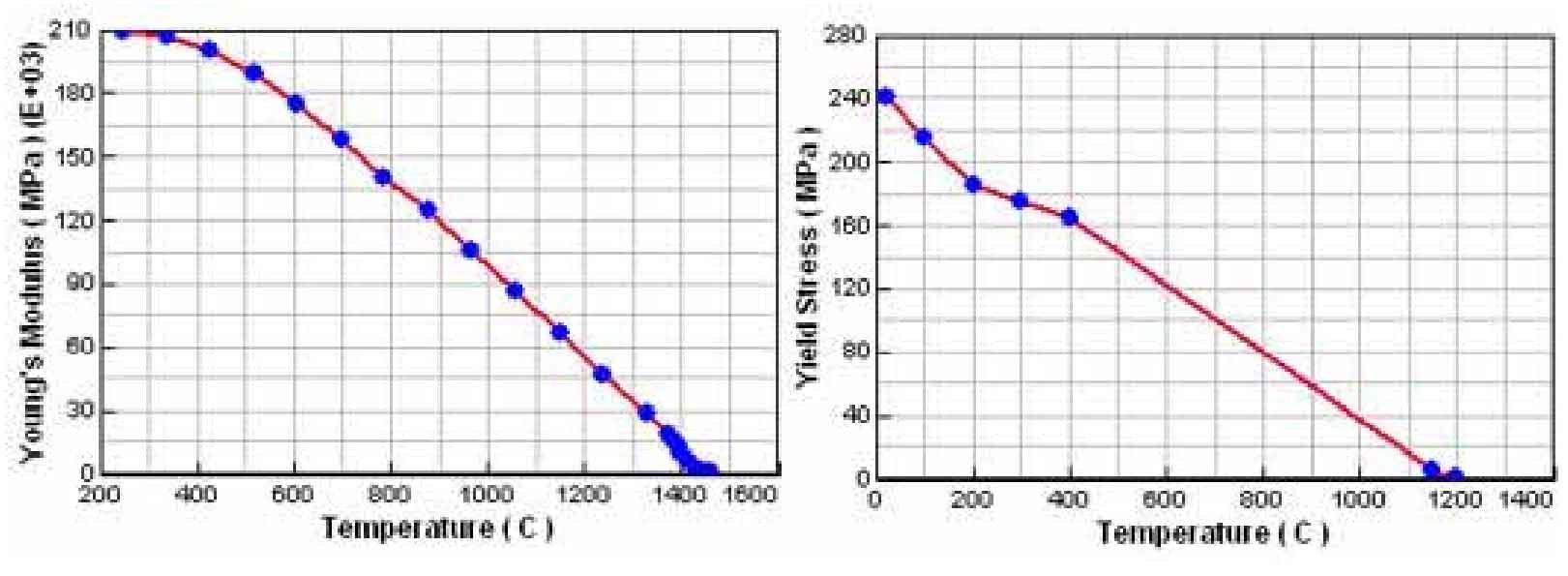
During the stress field simulation, it is necessary to set the high-temperature mechanical parameters of the sand casting material of the mud pump body. The stress database of ProCAST software only includes the parameters of some materials, but there is no material ZG35 of the mud pump body in the database. According to the material composition, the parameters required for the stress simulation need to be calculated by using the parameter calculation function of ProCAST, including young’s modulus, yield stress Poisson’s ratio, plastic modulus, etc., as shown in Figure 1.

The stress module of ProCAST is used for stress and strain simulation calculation. Firstly, set the stress attribute of the material in the materials / stress menu, and then set the displacement constraint and area load in the boundary condition menu. Set stress = 1 in the operation parameter menu to start the stress module.

Figure 2 shows the equivalent stress distribution of the sand mold casting of the dredge pump body when the dredge pump body solidifies. The analysis shows that due to the different thickness of the cylindrical pump body at the end face of the flange of the dredge pump body, the cooling rate is different, and the shell formed by the sand sharp corner at the intersection of the flange and the pump pipe is relatively thin, resulting in stress concentration, so there is a large stress at the flange, It exceeds the yield limit of sand casting material ZG35 of mud pump body, and hot cracks may occur when the flange is solidified; At the same time, due to the large size difference between the inner sprue and the sand mold casting of the mud pump body, there is also a certain equivalent stress at the contact part between the sand mold casting of the mud pump body and the inner sprue, but the maximum value is far less than the yield limit of material ZG35, so there is little possibility of hot crack during solidification. From the overall point of view of the sand mold casting of the mud pump body, except that there is a certain equivalent stress at the local thin wall, there is no large stress in the important parts of the sand mold casting of the mud pump body.
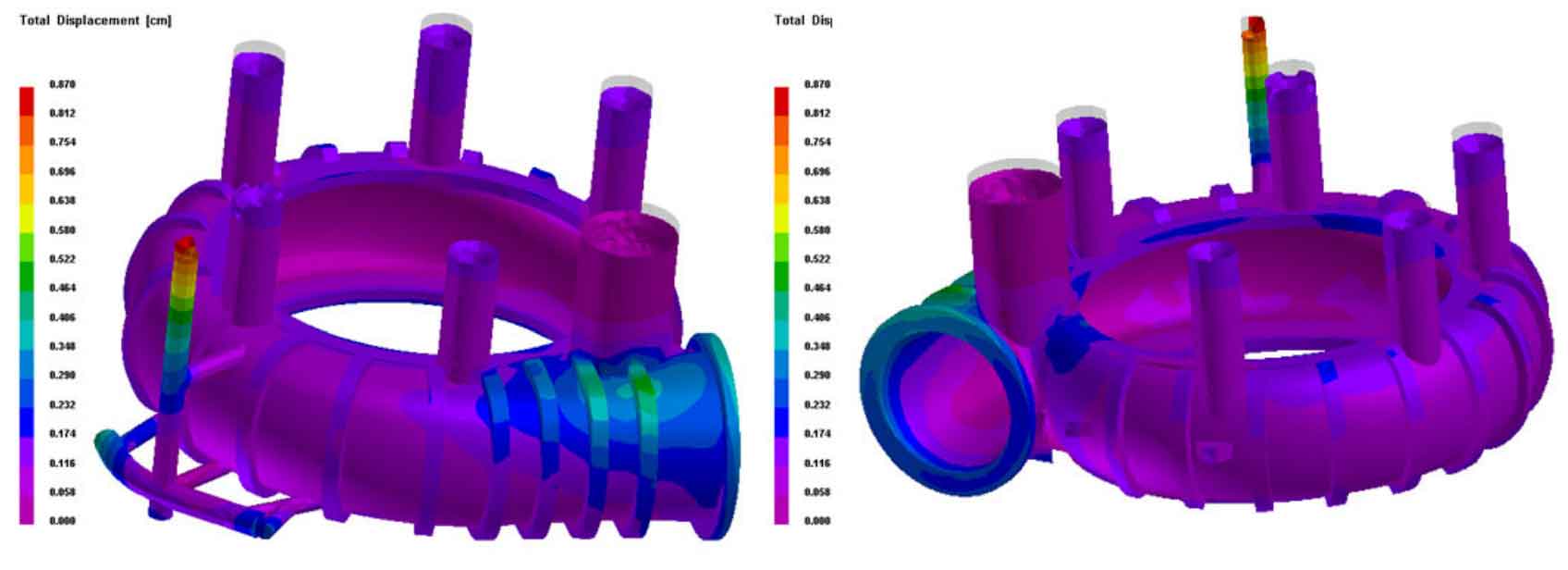
Due to the improper structural design of the sand mold casting of the mud pump body, the unreasonable sand mold casting process design of the mud pump body and the lax control of the sand mold casting process of the mud pump body, the sand mold casting of the mud pump body will be deformed. As can be seen from Figure 3, since the mud pump body is provided with multiple stiffeners, there is no deformation at the pump body of sand mold casting of mud pump body, but the wall thickness of sand mold casting flange of mud pump body is different from that of pump pipe, there is a temperature difference during solidification, the set riser fails to solidify both at the same time, there is large deformation at the flange, and the riser design needs to be improved.