
Figures 1 to 3 show the simulation analysis results of the casting solidification process of the hook tongue.
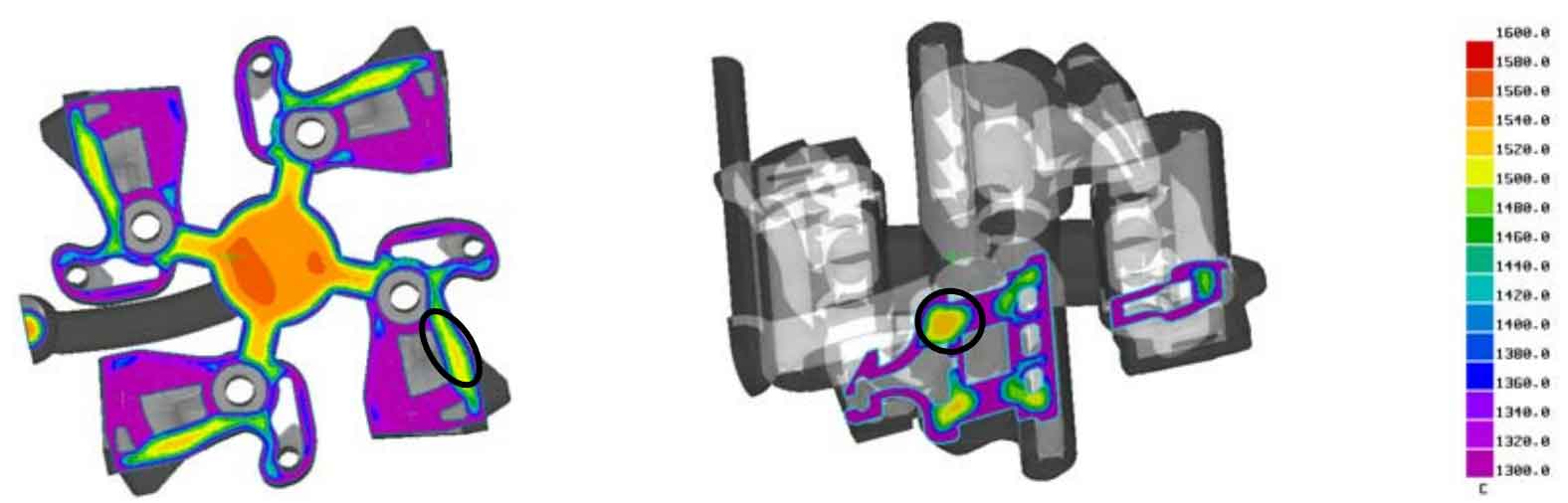
Figure 1 shows the analysis results of cross-section temperature at different times during the solidification process of hook tongue. The solidification sequence is from the outer side of the hook wrist and the flange of the hook tail to the inner side of the hook wrist and the pin hole of the hook tongue. As can be seen from Fig. 1 (a), 10s after the knuckle begins to solidify, the temperature at the inner side of the knuckle and the traction flange of the knuckle is high (the section at the corner of the traction flange and the coupler tail stop changes greatly, there are many curved surfaces, which is prone to uneven solidification), the solidification is late, and the liquid metal is cut off from the riser, so it is difficult to carry out feeding, which is easy to produce shrinkage porosity defects. It can be seen from Fig. 1 (b) that 20 s after the knuckle begins to solidify, there is an independent liquid phase area near the outer arc of the pressure push table and guard pin flange, which is a typical hot spot area. It is difficult to feed the riser, and finally it is very easy to form shrinkage cavity and loose defect.
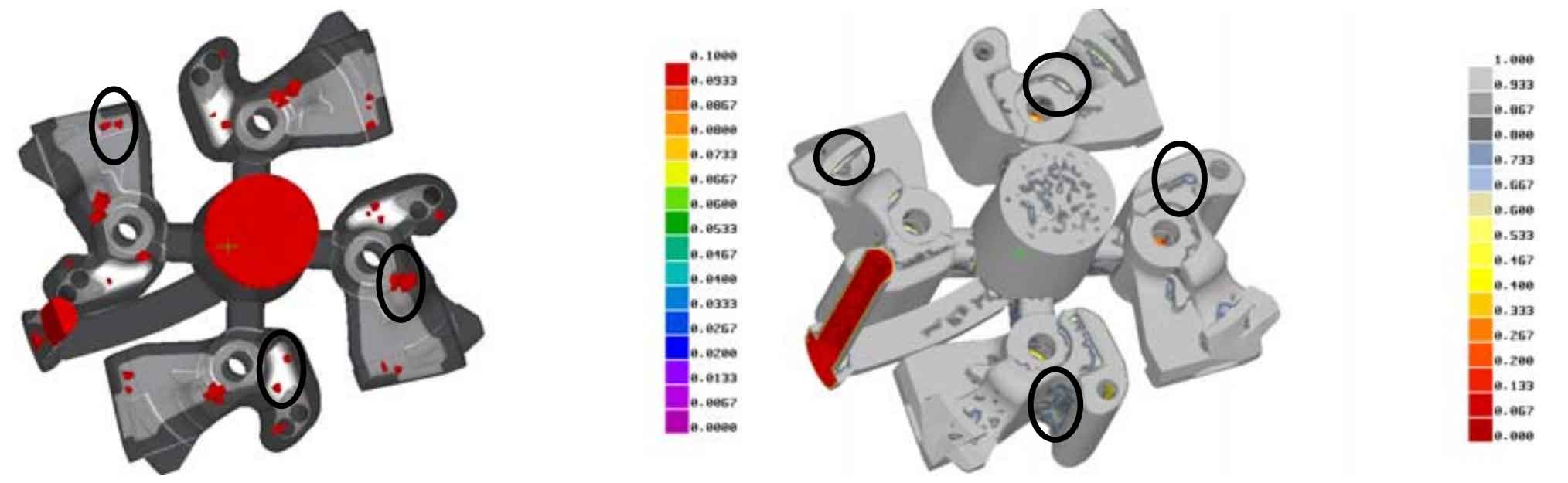
Figure 2 shows the prediction of shrinkage porosity defects. The shrinkage porosity model in ProCAST is used to predict the shrinkage porosity defects. The red area in the figure is the position where shrinkage porosity may occur. It can be seen from Figure 2 that shrinkage porosity mainly occurs on the inner side of the hook wrist (compression push table), the corner between the traction flange and the coupler tail stop, and the arc part of the guard pin flange close to the outer side of the hook wrist.
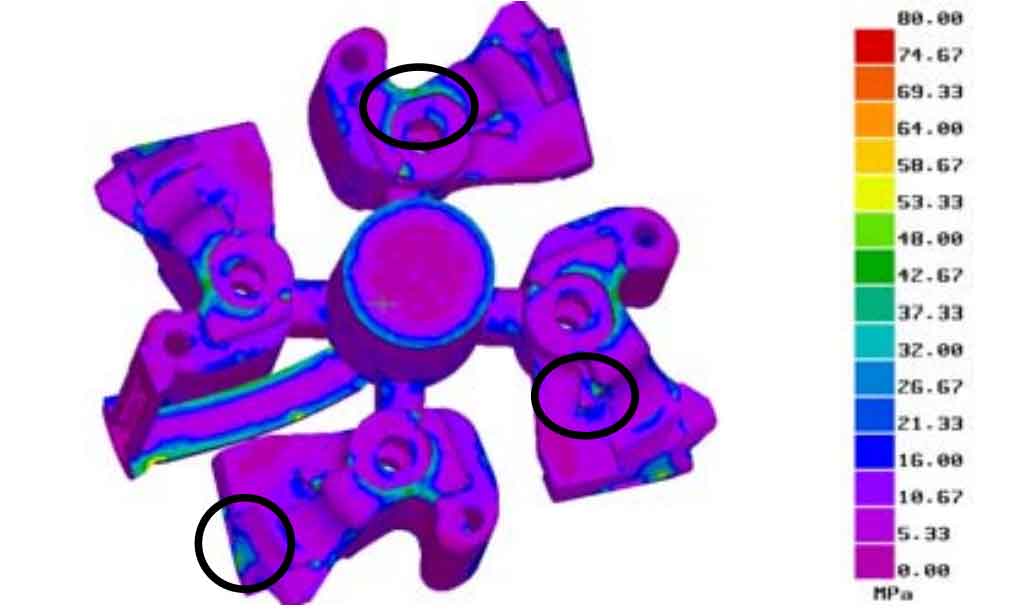
Fig. 3 shows the position where the hot spot is predicted through the independent liquid phase region. It can be seen from Figure 3 that except for the independent liquid phase area at the riser and gate, there are independent liquid phase areas on the inner side of the hook wrist, the traction flange and hook tail stop, and the inner corner of the hook wrist, forming hot joints, making it difficult to feed the riser, and finally easy to form hot crack defects.
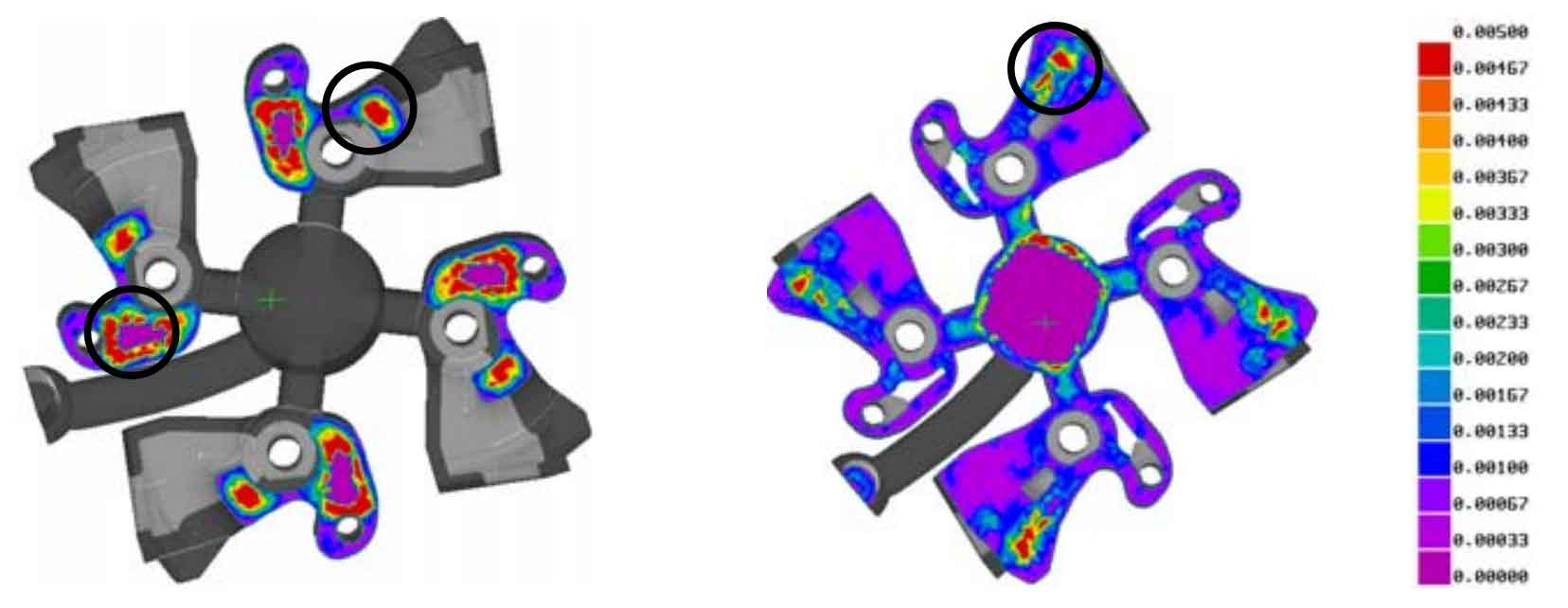
Fig. 4 and Fig. 5 are the simulation results of stress field in the solidification process of the original casting process of hook tongue. It can be seen from Figure 4 that the overall equivalent stress of the hook tongue is not very large after 30 s of solidification. The parts with large stress are the edge of the guard pin flange, the opening of the hook tongue and the corner of the traction flange. These parts are prone to deformation or crack casting defects. As can be seen from Figure 5, the hot crack tendency of the traction flange, coupler tail stop and the inner corner of the coupler wrist is large.