
In terms of detection methods, GB7233-09 focuses on the near-field area of ultrasonic flaw detection, and adds a near-field resolution probe. The so-called near-field area is the area where a series of maximum and minimum values of sound pressure appear near the wave source due to wave interference. It is easy to misjudge defects in the near-field area. Therefore, GB7233-09 does not limit the detection of thin-walled steel castings, while GB7233-89 limits the detection of thin-walled steel castings.
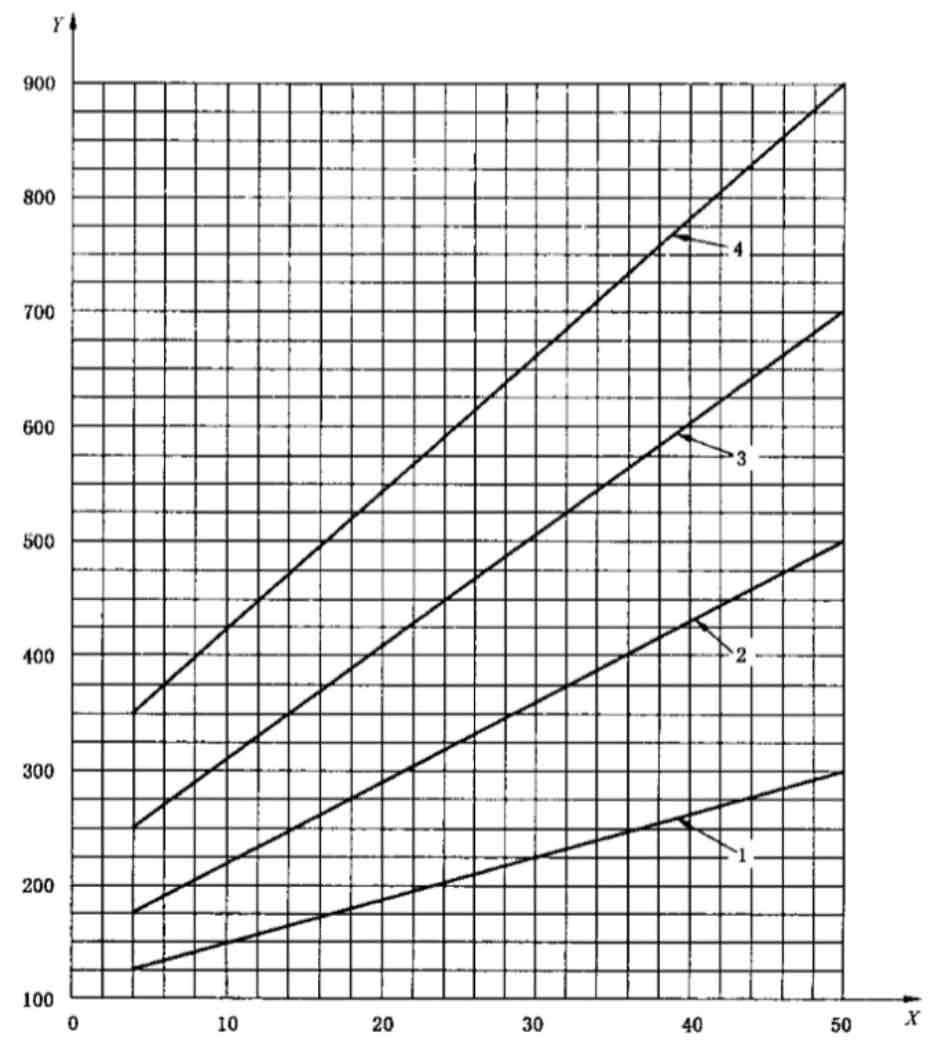
In terms of the evaluation of high-quality steel castings, gb7233-09 is more strict. It is given that the flat bottom hole equivalent of allowable defects of grade 1 steel castings is 3mm. This practice actually strictly limits the echo height of defect wave, which has good feasibility. Moreover, grade 1 steel castings in gb7233-09 are not allowed to have extension defects, which puts forward higher requirements for the casting process. In addition, the 09 specification also specifies the limit value of a single planar defect in the wall thickness direction measured by the angle probe, as shown in Figure 1. The horizontal axis represents the distance from the defect to the surface of the steel casting, and the vertical axis represents the maximum allowable area of a single defect. This indicates that the specification considers that the defects of the outer layer are more serious than those of the inner layer.
In terms of recording defects, GB7233-89 shall be marked in any of the following cases:
(1) The position where the defect echo amplitude is greater than the distance amplitude curve;
(2) The position where the bottom echo amplitude decreases by more than 12dB;
(3) No matter the echo amplitude of the defect, the position where the linear and flake characteristic defects appear.
Gb7233-09 has different requirements for defect recording of steel castings of different sizes, and emphasizes the concept of defect equivalent, making the recording standard more accurate. The specific requirements are shown in the table.
| Wall thickness | Detection area | Point defect flat bottom hole equivalent | Extended defect flat bottom hole equivalent | Bottom wave reduction |
| ≤ 300mm | 4 | 3 | 12 | |
| > 300 ~400 mm mm | / | 6 | 4 | 12 |
| > 400 ~600 mm mm | / | 6 | 6 | 12 |
| / | Grade 1 area | 3 | 3 | 6 |
| / | Special outer layer | 3 | 3 | / |
To sum up, GB7233-09 has the following improvements compared with specification 87:
(1) The classification of volume defects is changed into two categories: point defects (defects that can not measure the size) and extended defects (defects that can measure the size). The effects of point defects, steel casting scale and ultrasonic near-field area on the defect rating of steel castings are considered;
(2) The defect waveform and dynamic echo are emphasized in the form of specification, and the limit of defect equivalent is emphasized, which is more specific for ultrasonic flaw detection;
(3) These specifications only realize that the position of defects in the thickness direction of steel castings will affect the mechanical properties of steel castings, but do not consider the specific impact of the distribution of these defects in the overall position on the cast steel joints, but this is noticed in the technical specification for cast steel structures for the reference of structural designers, It is specified that “within the 150mm area around the welding groove of the branch pipe orifice and within the 150mm radius around the pin hole on the padeye, the qualification level shall be level 2, and the other parts shall be level 3”. The specification also stipulates that the tensile side of flexural members and tensile members shall not be repaired by welding.