
The temperature data at the thermocouple measured in the experiment are sorted into the data form required by the inverse calculation program, and each group of data is imported into the MATLAB inverse calculation program to obtain the inverse calculation data such as interface heat flow, sand mold (core) temperature field and interface heat transfer coefficient. Through the back calculation data, analyze the relationship between the interface heat flow, heat transfer coefficient and the geometry of sand casting, and understand the variation law of interface heat transfer coefficient.
When processing the data, considering the turbulence effect of the metal liquid in the early stage of pouring and the delay effect of the thermocouple itself, it takes a period of time for the heat to diffuse to the thermocouple and induce the temperature of the sand mold (core), which is also amplified by the low conductivity of the sand. Therefore, the error of the recorded data in the early stage of the recording instrument is very large, which greatly affects the authenticity of the back calculation, Therefore, the large error heat flow in the mold filling process is artificially removed, and the highest point heat flow is used as the initial interface heat flow. The heat flow data of the inverse calculation of the sand core of the ring sand casting and the flat sand casting are shown in Figure 1:
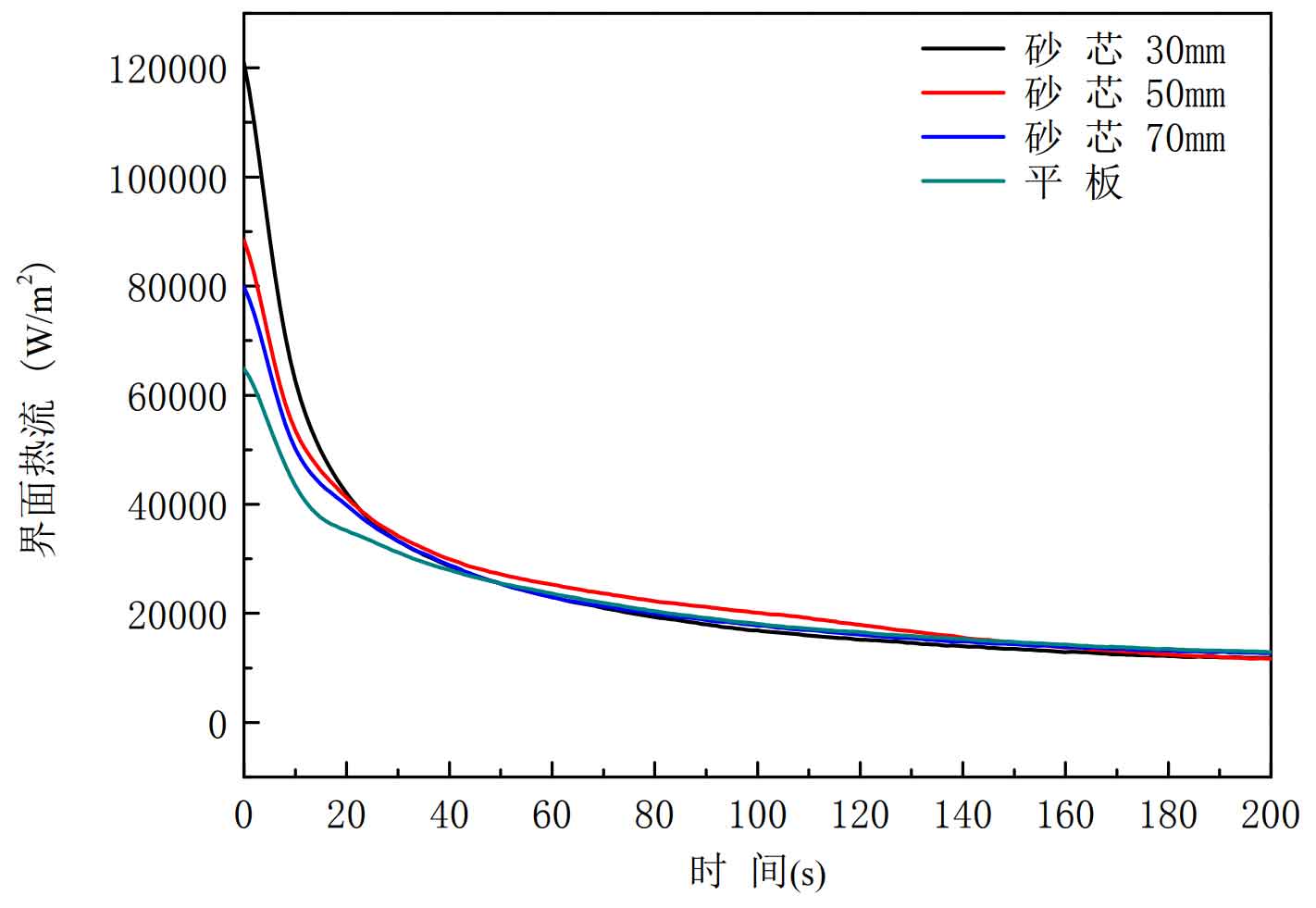
As shown in Figure 1, the interface heat flow of annular casting sand core and flat plate is obtained by inverse calculation. In figure (a), we can see that the size and change of interface heat flow are very different 100 s before initial liquid metal solidification; After the molten metal is poured into the mold cavity, the temperature of the molten metal is the highest and the temperature difference between the molten metal and the sand core is the largest, which makes the interface heat flow at the initial stage of liquid metal solidification great. With the increase of solidification time, the temperature difference between the casting / sand core interface decreases, which makes the interface heat flow gradually decrease. The maximum interfacial heat flow of 30mm sand core at the initial stage of solidification is 120.9 (kW / m2). With the increase of sand core radius, the interfacial heat flow in 50mm and 70mm sand cores are 88.4 (kW / m2) and 79.8 (kW / m2) respectively, while the interfacial heat flow of flat plate is only 64.9 (kW / m2), indicating that the interfacial heat flow at the initial stage of liquid metal solidification decreases with the increase of sand core radius, At the same time, it can be seen that with the increase of the size of the inner sand core, the downward trend of the initial heat flow gradually slows down, and the change is the most gentle when it comes to flat parts. It can be concluded that when the pouring temperature is the same as the ambient temperature, the size and change of the initial interface heat flow are affected by the radius of the sand core and the shape of the sand casting. The smaller the interface radius of the sand core is, the larger the initial interface heat flow is, and the downward trend of the heat flow is more obvious.
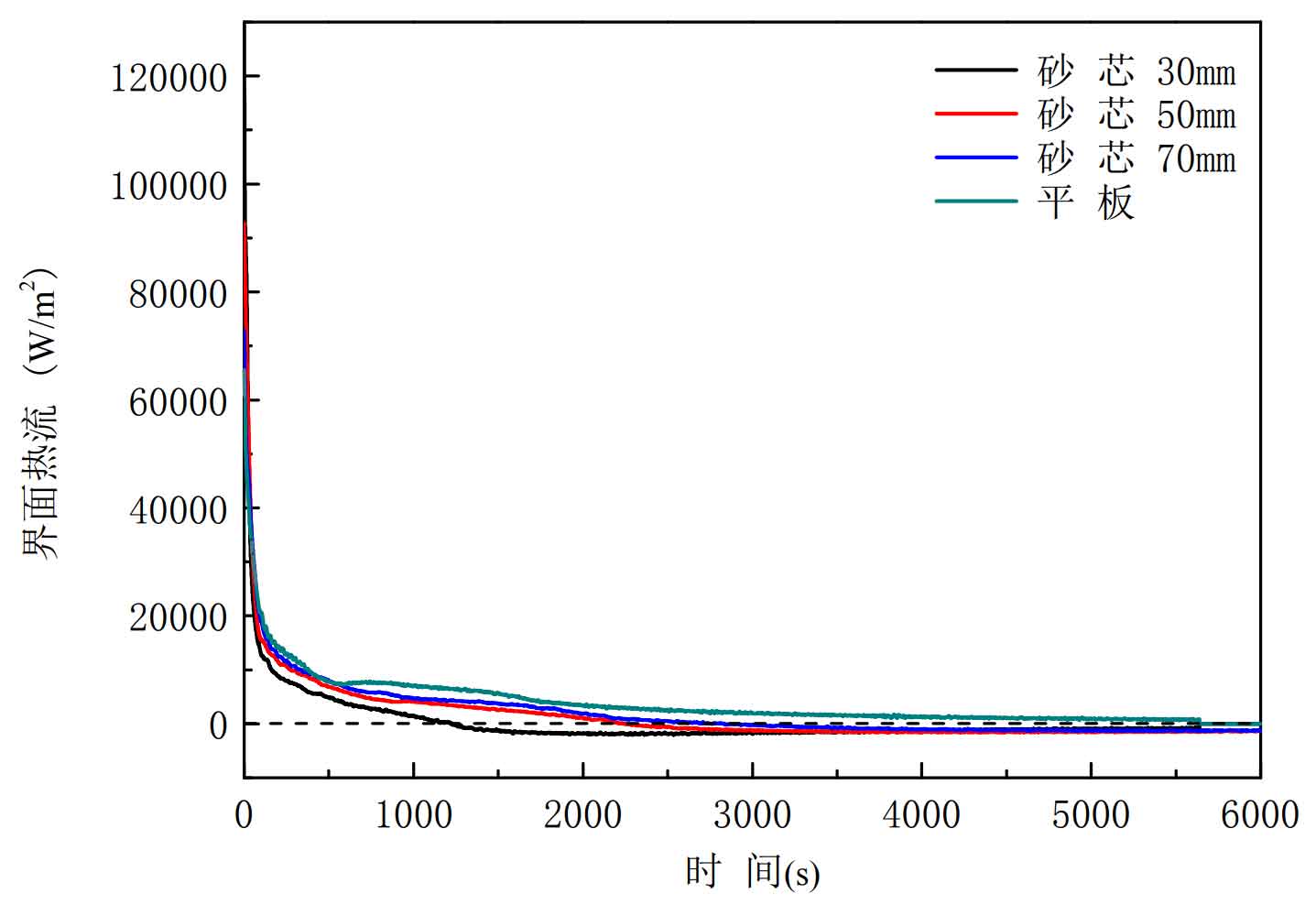
Figure 1 (b) observe the changes of interfacial heat flow between sand cores and plates of different sizes during the overall solidification process. The overall change trend of heat flow is relatively similar. It can be seen from the figure that the biggest difference between sand cores and plates is that negative interfacial heat flow will be generated. This is because with the increase of solidification time, the internal temperature of sand cores gradually increases and the internal heat saturation of sand cores occurs, Subsequently, the internal temperature of the sand core is higher than that of the sand mold casting, so that the heat is transferred from the sand core to the sand casting to form a reverse heat flow, while the temperature of the flat sand mold is always lower than that of the sand casting, and there will be no reverse heat flow. It can also be seen from Figure 1 (b) that with the increase of the radius of the inner sand core, the occurrence time of the reverse heat flow will be gradually delayed, which is due to the increase of the volume of the sand core and the enhancement of its own heat storage capacity. The sand casting needs to transfer more heat to make the temperature of the sand core higher than that of the sand casting, so the occurrence time of the reverse heat flow will be delayed; However, due to the small temperature difference between the sand core and the sand casting and little mutual heat transfer after the sand core is thermally saturated, the reverse heat flow value is much smaller than the forward heat flow. As can be seen from Figure 1 (b), the maximum reverse heat flow value is generated at about 2100S in the generation of 30mm sand core interface, which is only -1.9 (kW / m2). With the continuous increase of solidification time, the overall temperature field tends to be stable, and the heat flow at the interface of sand core and plate gradually approaches zero.
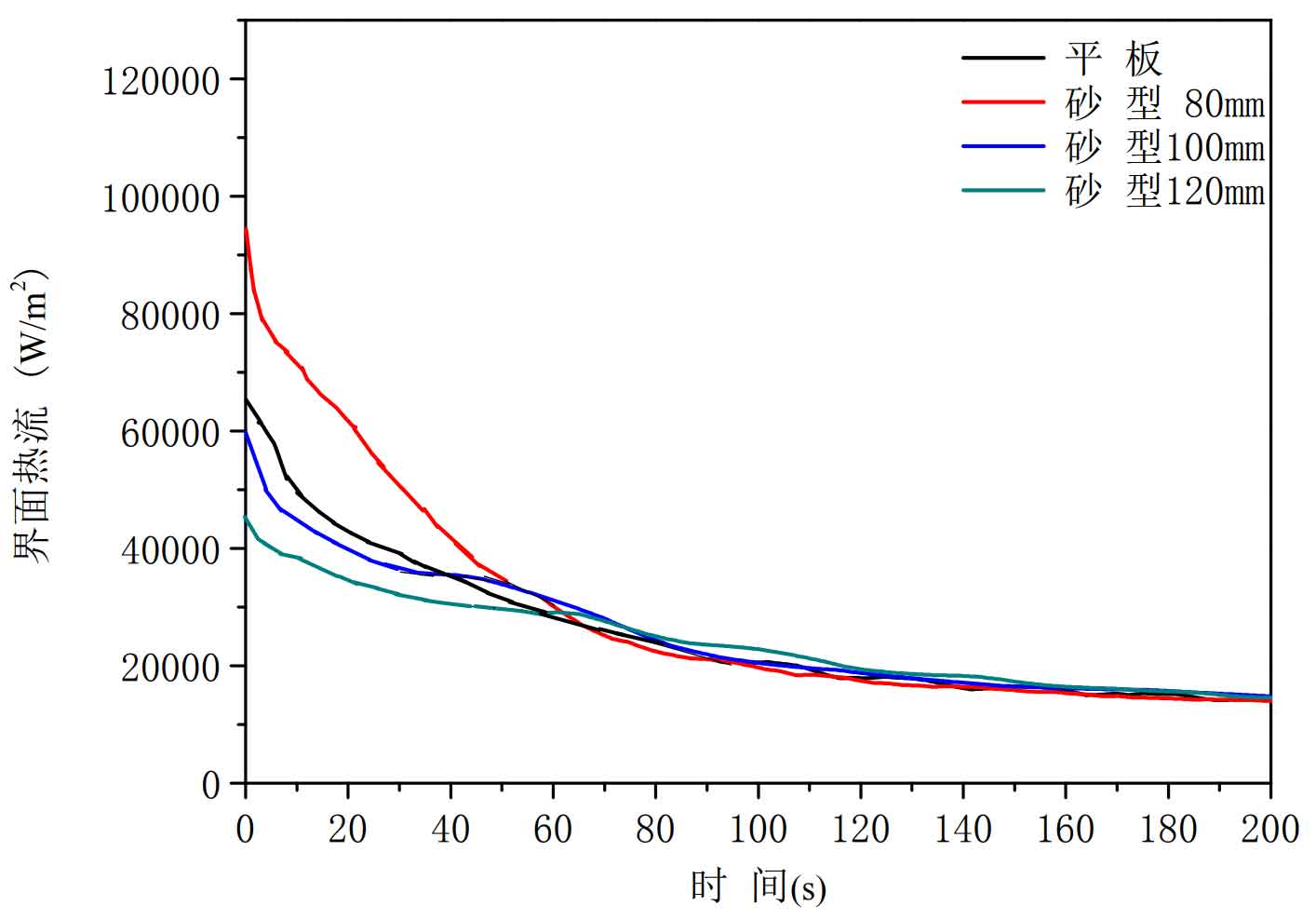
As shown in Figure 2, the heat flow at the interface between the sand mold and the flat plate of the annular sand casting is obtained by inverse calculation. In 2 (a), it can be found that the heat flow at the interface of the outer sand mold also changes significantly in the first 100s, and the decline rate is slower than that at the interface of the inner sand core. Compared with the analysis in Fig. 1 (a), it can be seen that the initial interface heat flow of the outer sand mold and the inner sand core in the same sand casting experiment is very different. The initial interface heat flow of the inner sand core and the outer sand mold of the 30 / 80mm ring is 120.9 (kW / m2) and 95.6 (kW / m2) respectively, and the initial internal and external interface heat flow of the 50 / 100mm sand casting is 88.4 (kW / m2) and 59.8 (kW / m2) respectively, The initial internal and external interface heat flux of 70 / 120mm is 79.8 (kW / m2) and 44.6 (kW / m2). It can be found that for the same ring, the initial interfacial heat flow of the inner sand core is higher than that of the outer sand mold, and the value of the initial interfacial heat flow decreases gradually with the increase of the radius of the inner sand core and the outer sand mold.
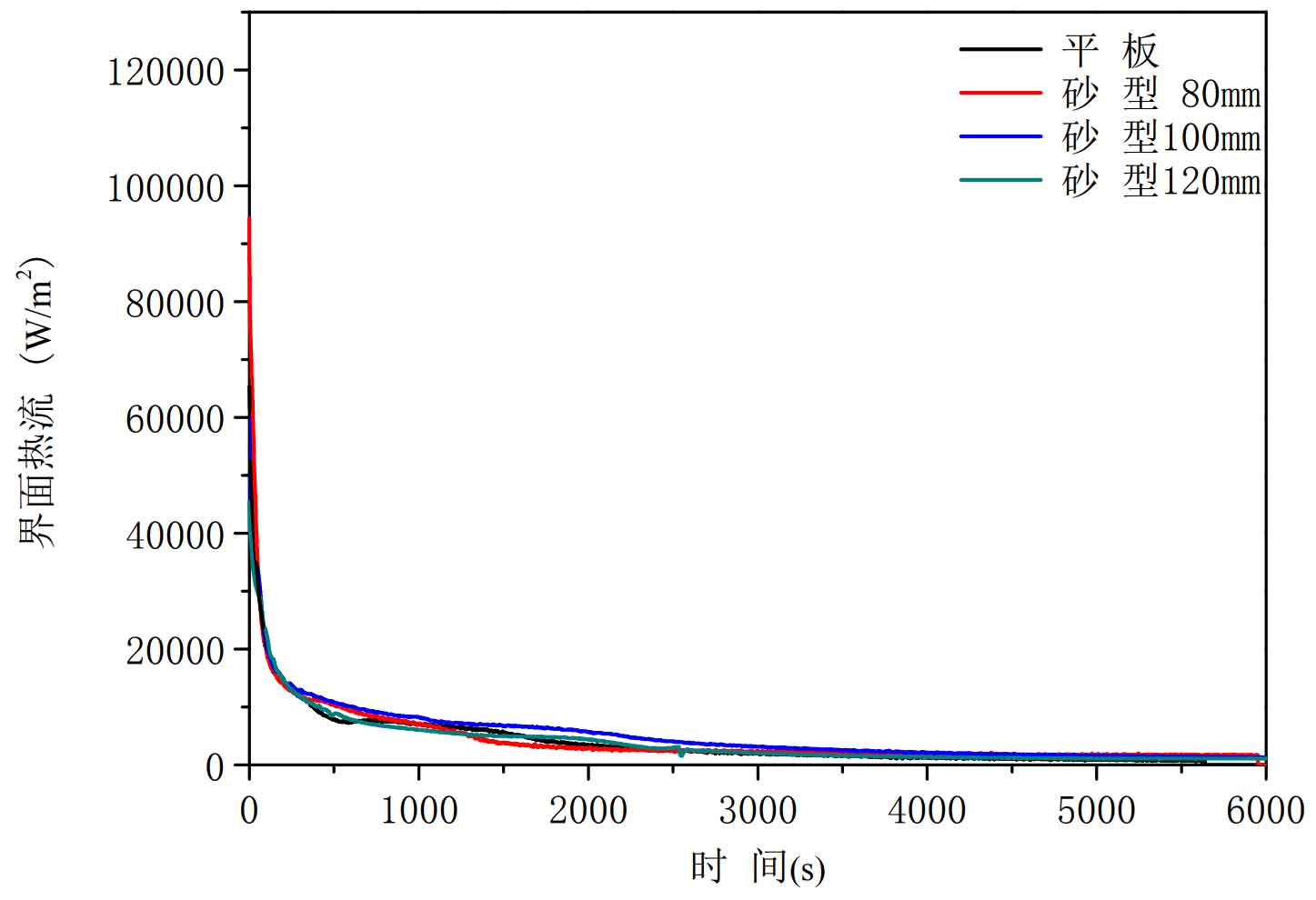
At the same time, comparing the overall changes of interfacial heat flow in Figures 1 (b) and 2 (b), it can be found that the change of heat flow in the later stage is little affected by the geometry, and the heat flow tends to be stable gradually. The change trend of interface heat flow of flat parts is basically the same as that of the outer sand mold interface of annular sand casting. The biggest difference between them and the inner sand core interface is that the inner sand core temperature is higher than that of sand mold casting in the later stage of solidification, which will form reverse heat flow, resulting in the distribution of sand core, sand casting and sand mold temperature from high to low temperature field.