
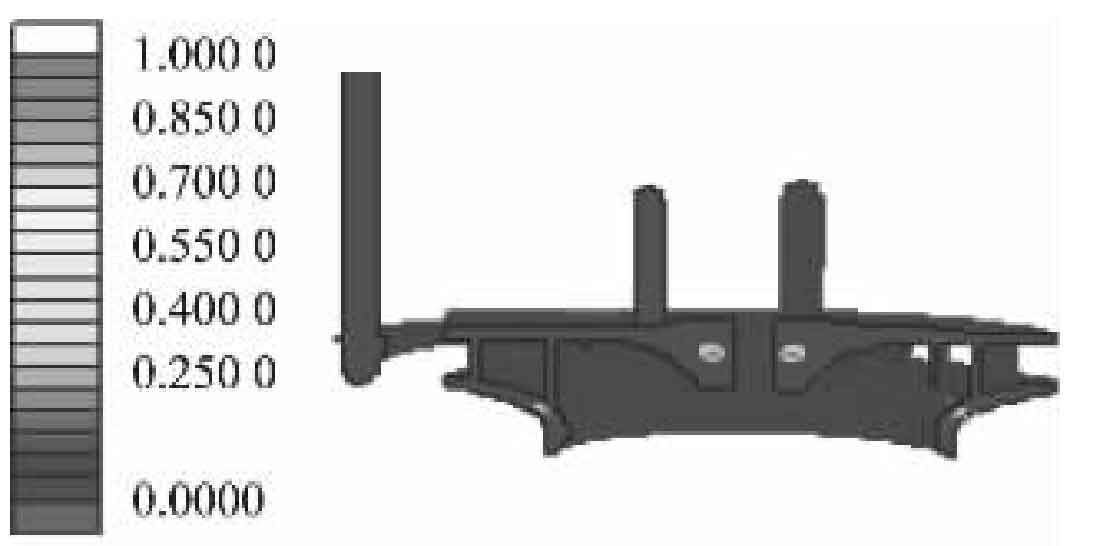
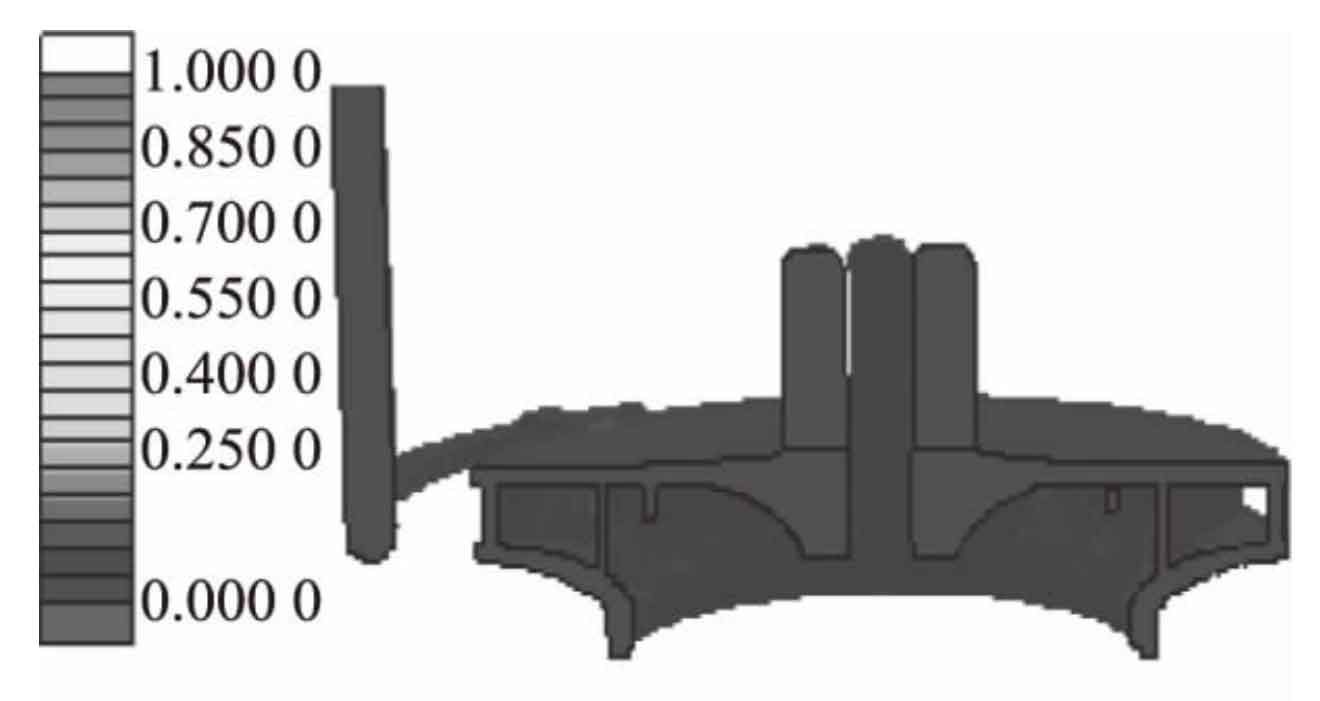
According to the solidification sequence of impeller casting, the timely feeding of riser can not be obtained at the thick part in the middle of impeller casting, resulting in shrinkage casting defects. According to the RMM criterion, the defect probability distribution of the impeller casting is shown in Figure 1. In the middle thick and large area, the shrinkage cavity caused by the failure of timely feeding of the metal liquid has a tendency of nearly 90% shrinkage porosity and shrinkage cavity, which also verifies the correctness of the defect position of the impeller casting. Therefore, the casting process scheme of impeller castings is optimized to promote the rationalization of sequential solidification of impeller castings and avoid casting defects.
Place cold iron in the hot section of the thick part in the middle of the impeller casting, and change the size and number of risers to achieve better feeding efficiency and eliminate the casting defects caused by the hot section. The impeller casting adopts the modulus method to calculate the external chill. After the casting process scheme is determined, the impeller casting is numerically simulated again. The simulation results are shown in Figure 1.
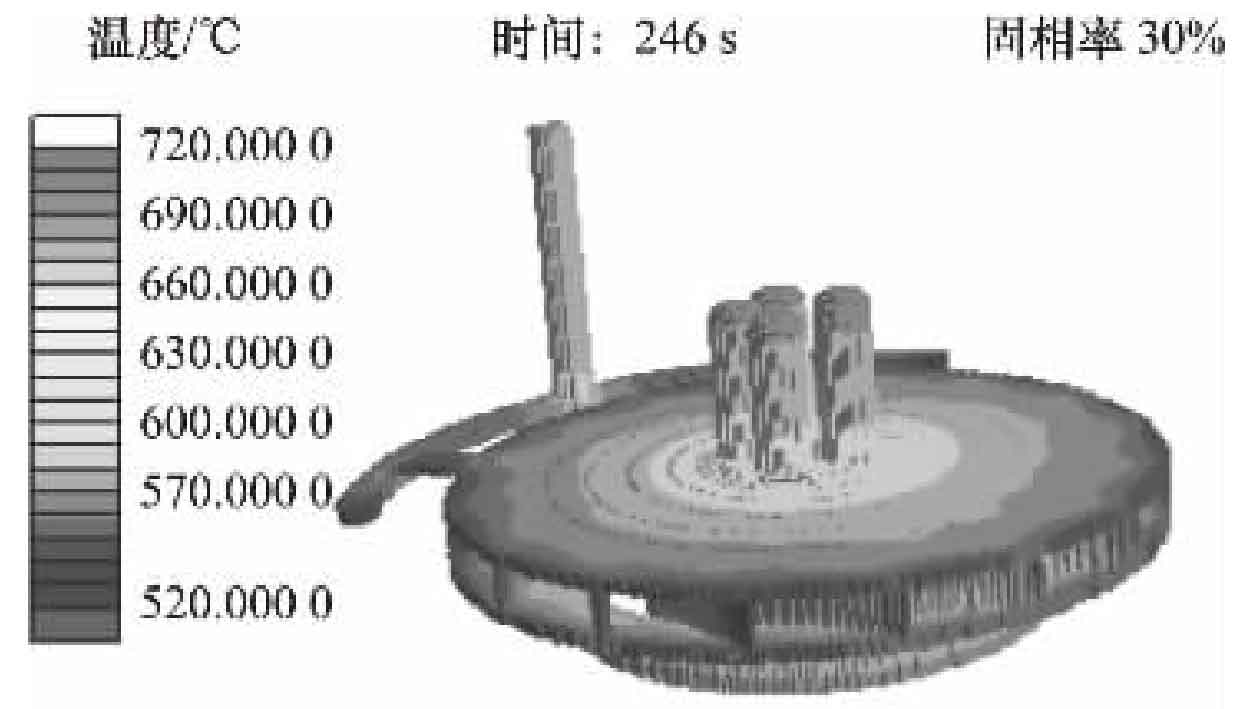
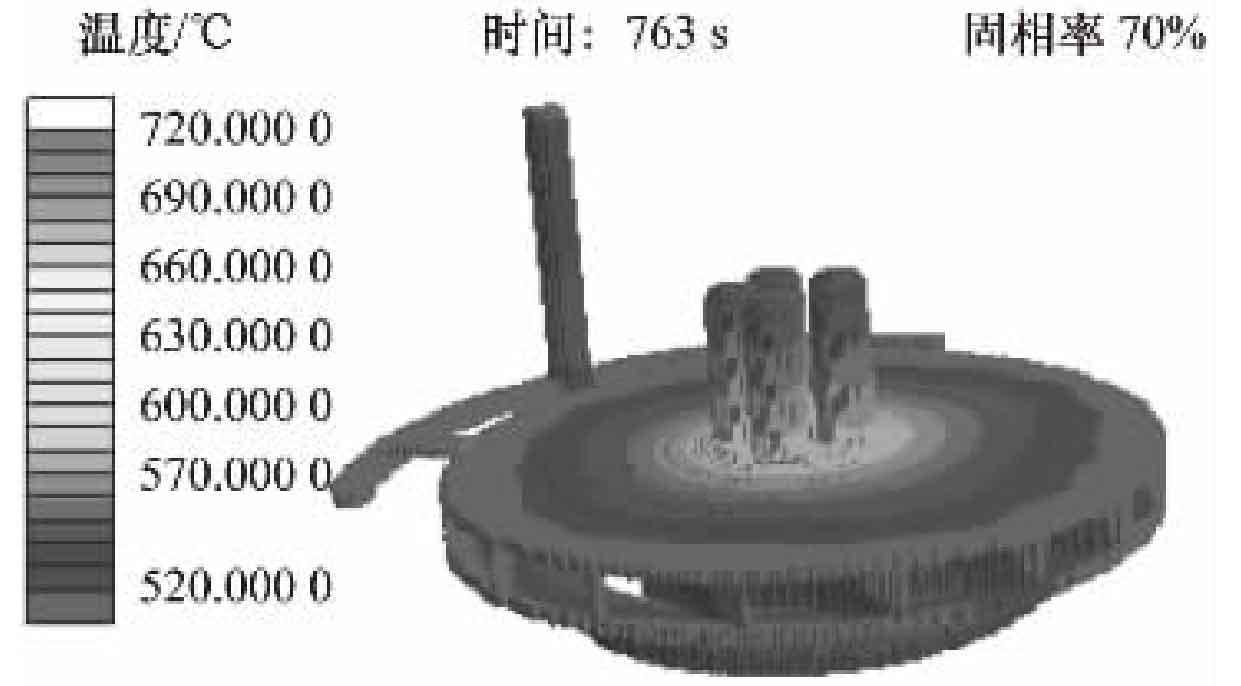
It can be seen from Figure 2 that the riser area and the thick part in the middle of the impeller are finally solidified, and the solidification sequence of the impeller casting has been optimized; In addition, the solidification speed at the thick part of the impeller casting is significantly improved, and the temperature field distribution is more uniform than that before optimization, which realizes the technical requirements of the predetermined solidification sequence.
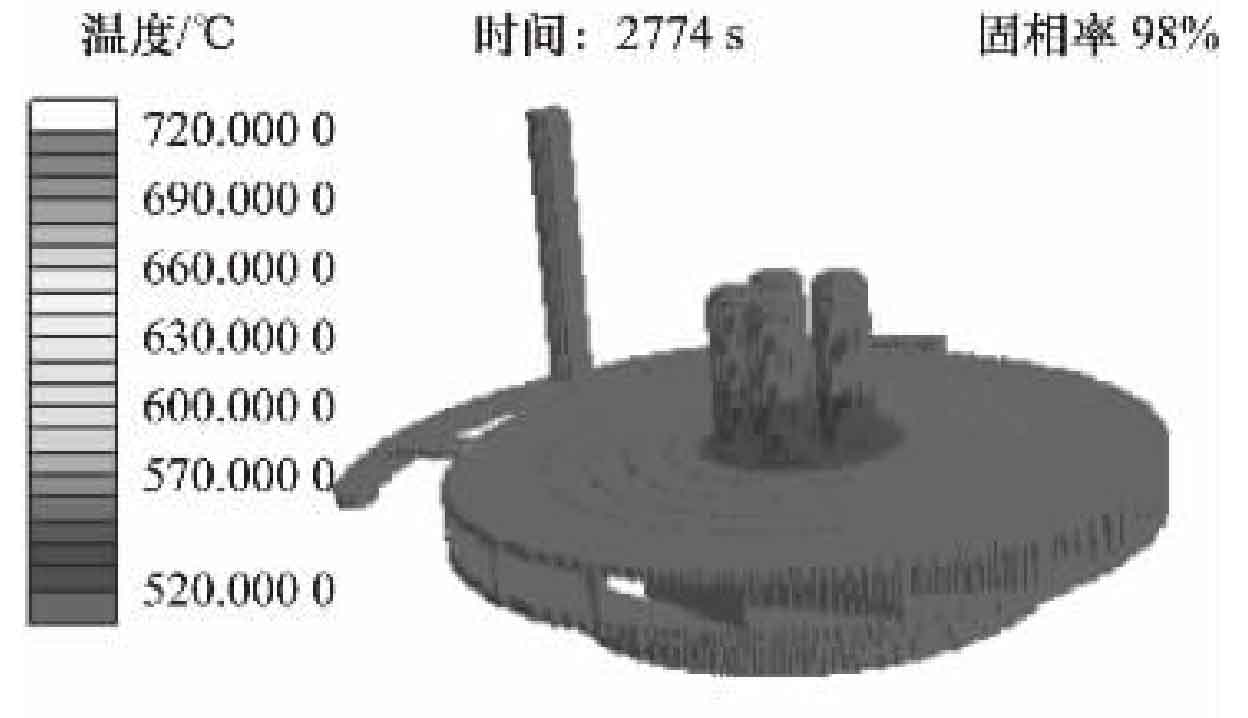
It can be seen from the simulation results shown in Figure 3 that with the optimized process scheme, the casting is basically free of casting defects, and the quality of the cast impeller is greatly improved. Through the test of the flaw detector, it is found that there are no shrinkage casting defects inside, and the structure of the impeller casting is dense, which meets the actual use requirements and eliminates the occurrence of shrinkage porosity and shrinkage casting defects.