
Normalizing ductile iron piston
Normalizing, also known as normalizing, is to heat the workpiece to Ac3 or Accm above 30~50 C for a period of time, and then remove the metal heat treatment process from the furnace in the air or spray water, spray or blow cooling. The difference between normalizing and annealing is that the cooling rate of normalizing is slightly faster than that of annealing, so the normalized microstructure is finer than that of annealing, and its mechanical properties are also improved. In addition, the cooling outside the normalizing furnace does not occupy the equipment and the productivity is high, so normalizing is used instead of annealing as much as possible. The hardness, strength and wear resistance of nodular cast iron piston are improved by normalizing process.
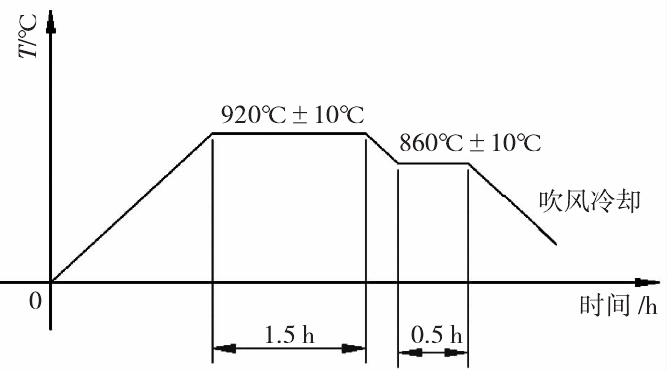
In order to meet the requirements of strength and microstructure, the normalizing process of nodular iron piston was formulated. Put the piston into the heat treatment furnace, raise the temperature to 920 ℃ at the speed of 80 ℃ / h, keep the temperature for 1.5 h, turn off the power supply, cool to 860 ℃ with the furnace, keep the temperature for 0.5 h, open the furnace door, take out the piston, and air cool it to room temperature. The specific process is shown in Figure 1.
Tempering
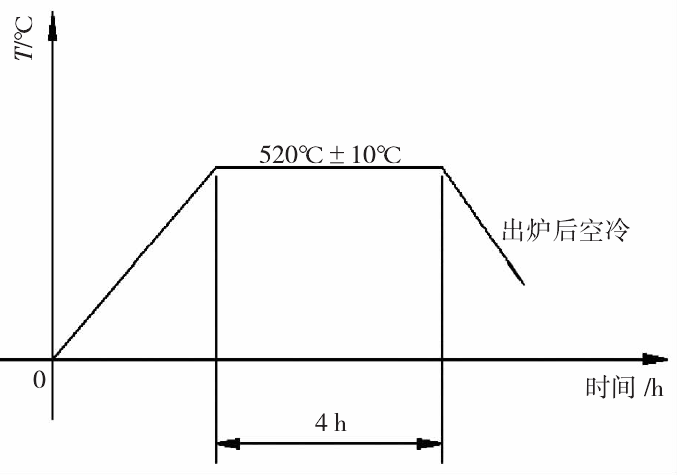
After heat treatment by normalizing process, the piston is easy to deform or crack due to the phase transformation stress after cooling. In order to remove the stress after normalizing, the piston needs to be tempered again. The tempering process of nodular iron piston is to put the normalized piston into the tempering furnace, raise the temperature to 520 ℃ at the speed of 80 ℃ / h, keep the temperature for 4 h, and then place it in the air after being discharged from the furnace and slowly cool it to room temperature. The tempering process is shown in Fig. 2.
Prescription
In the process of casting, the cooling rate of cast iron is different from the surface to the inside, forming the casting internal stress. If not eliminated, the parts will deform or even crack in the process of cutting and using. Artificial aging and natural aging are often used to release stress. The casting is heated to 300 ~ 500 ℃ for a certain period of time, and then the castings are taken out with the furnace for air cooling. This aging is called artificial aging; natural aging is to store the iron castings outdoors for 6 ~ 18 months to release the stress naturally. This aging can release the stress partially, but it is not often used because of the long time and low efficiency.
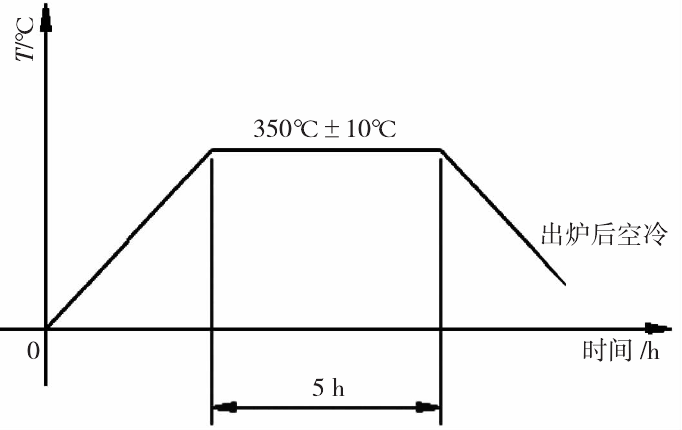
Considering the factors of production cycle and product quality, the stress of ductile iron piston is released by artificial aging. The aging process is to put the piston into the aging furnace, raise the temperature to 350 ℃ at the speed of 80 ℃ / h, keep the temperature for 5 h, release the internal stress, turn off the power supply, cool the piston to 300 ℃ with the furnace, and slowly cool it to room temperature after being discharged from the furnace. The specific aging process is shown in Fig. 3.
Detection result
After heat treatment, the metallographic structure of the test bar and the piston body were detected. The test bar and body were 98% pearlite + 2% ferrite, without cementite.