
1. Foam casting for lost foam casting
The molding of polystyrene bead mold can increase the foam density for improving the surface quality of lost foam castings. The foam density of this case is 26 g/L (Figure 1~2).


2. Design of gating and riser in lost foam casting
After the lost foam casting process test is successful, the pouring and riser are foamed and formed by the mold, which saves labor, materials and bonding. The effect is good; Gate size:


Φ 175 mm × 270 mm; Riser size: 160 mm × 110 mm × 130 mm; Foam foam flapsings are carefully repaired before pouring system of lost foam casting, and the position of poor bead integration is repaired with mending paste (Fig. 3~4).
3. Coating hanging of lost foam casting
The coating in contact with molten steel is called ‘process layer’, which needs to be prepared with fine and high-grade aggregate (Fig. 5 ~ 6) with a thickness of 2.0 ~ 3.0 mm. In order to improve the coating strength, the process layer needs to be wrapped with a covering layer, which can be prepared with low-grade refractory aggregate, which can reduce some coating costs. The thickness of coating layer shall be controlled according to the size of lost foam casting. The coating hanging of empty shell pouring process is fundamentally different from that of ordinary lost foam casting.

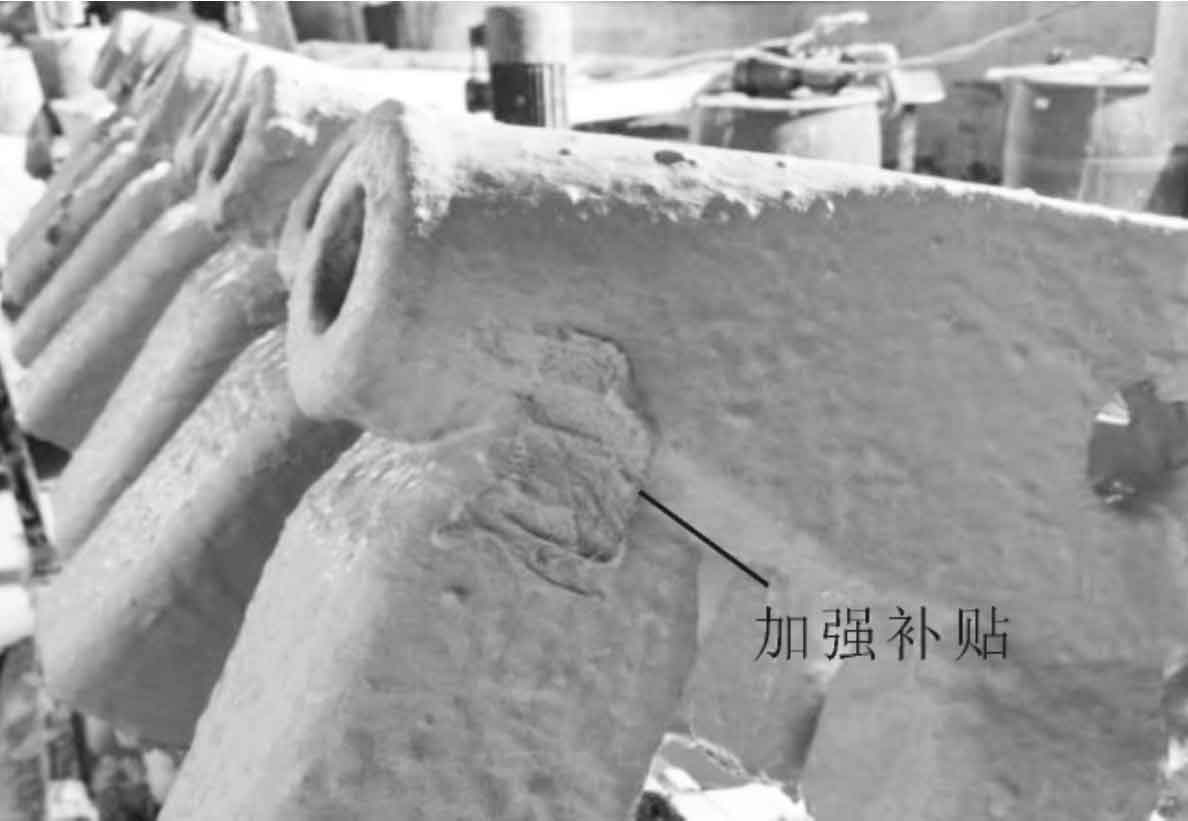
The next layer of coating can be painted and hung without the coating drying completely (Fig. 7 ~ 9). Subsidies can be added for places with insufficient strength, such as the connection between pouring riser and lost foam casting body. When baking in the kiln, the hot-melt adhesive will melt and lose bonding strength, When the pouring riser is connected with the lost foam casting body after soaking the coating with a fire-resistant cloth, even if the hot-melt adhesive melts, the connection with a fire-resistant cloth can ensure sufficient strength (FIG. 10).



4. Baking of lost foam casting coating shell
The roasting of coating shell in lost foam casting is a key step in the process. In the process of roasting, we should minimize emissions of combustible materials and avoid pollution to the environment. The calcination of shell is divided into two temperature sections: low temperature glue discharging and high temperature firing. The high temperature section not only makes the residual foam in the low temperature section completely vaporized, but also improves the strength of the coating shell. Controlling the temperature rise and fall curve in the roasting process is the key link to ensure that the coating shell does not crack.
4.1 Open the rubber discharge channel before entering the kiln


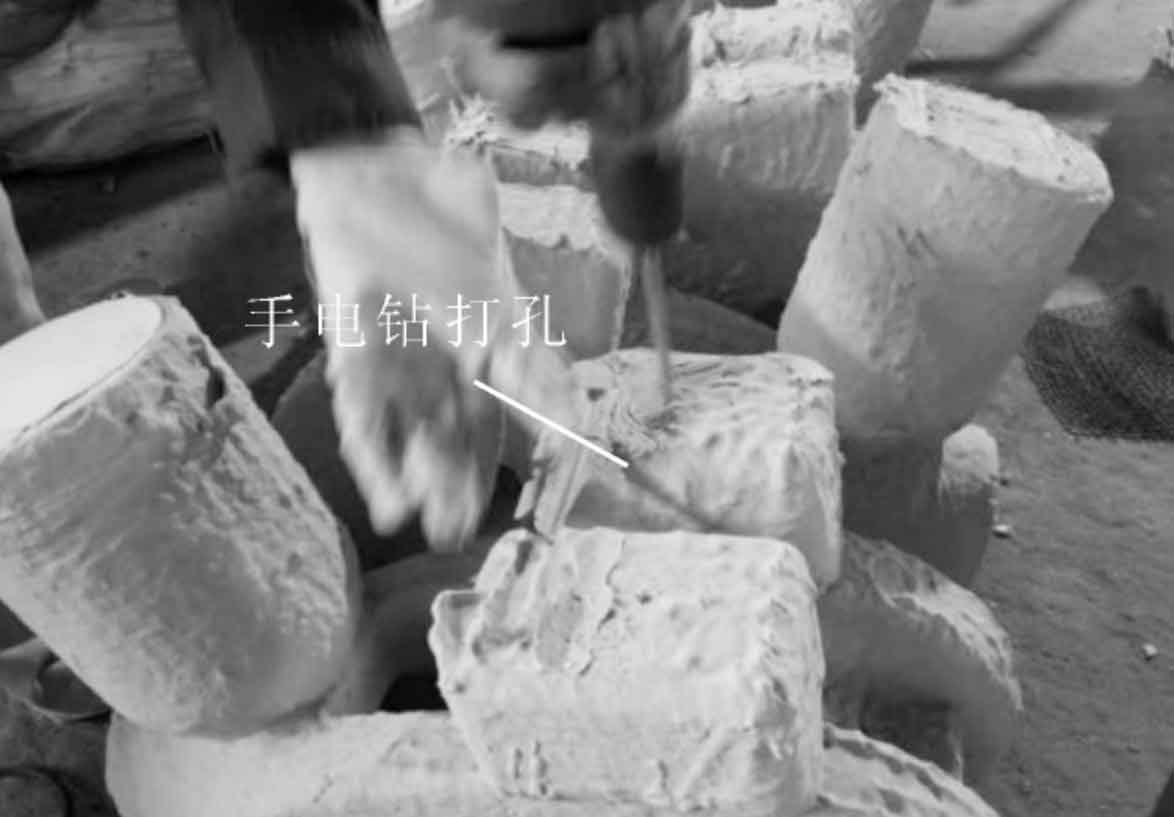
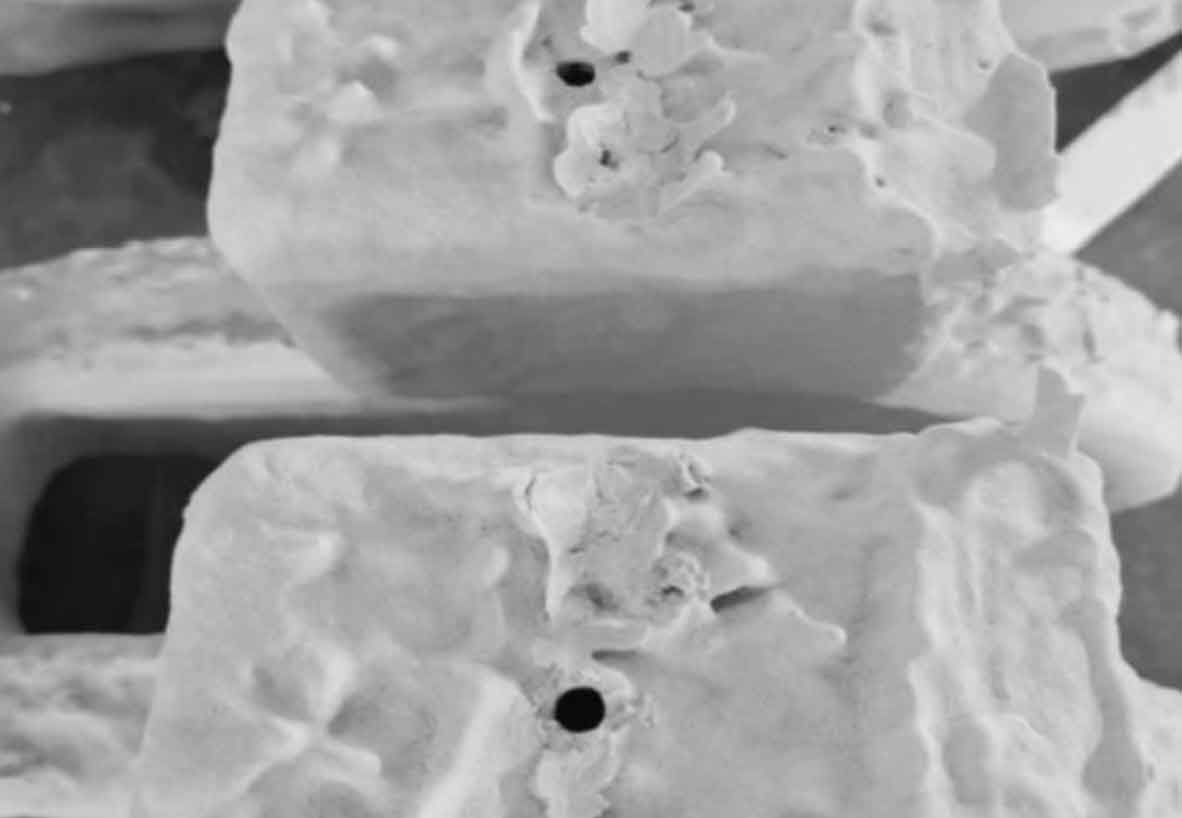
Fig. 11 and FIG. 12 the paint cover is cut off by toothless saw. When the model is placed on the shelf, the mouth faces downward and a rubber discharge port is made; Fig. 13 and FIG. 14 drill holes on the riser of lost foam casting as auxiliary glue discharge channel.
4.2 Low temperature glue outlet


FIG. 15 kiln rack on the model; Figure 16 place the rubber joint plate; Fig. 17 kiln car entering the kiln; The temperature rises to the point of foam liquefaction, so that the foam becomes a liquid cavity. Figure 18 and figure 29 open the kiln to remove foam glue.




4.3 High temperature shell burning and kiln exit
After the kiln temperature reaches the required temperature, the kiln door can be raised for a period of time to cool the model shell rapidly; Figure 21 kiln car exit after cooling; Figure 22 while the kiln car continues to cool down, the next kiln car can enter the kiln for preheating.

5. Lost foam casting empty shell buried box
5.1 Preparation before embedding
The inner wall of the cavity of the roasted empty shell (Fig. 23) is smooth, and there is no trace of carbon black; When roasting in the kiln, the discharge port should face down, and there should be no sundries falling into it; For safety, it is customary to blow with compressed air before sealing; In this case, the model is placed horizontally, and the cable hole is naturally horizontal. In order to ensure that the lost foam casting molding sand is filled, fill it with glass sand and solidify it with CO2 before embedding (Fig. 24); The pouring and riser (large hole) shall be closed with plastic film; The rubber discharge hole (small hole) drilled by the electric hand drill is closed with refractory fiber cloth (Fig. 24 ~ 26); Prevent sand from entering the mold cavity when burying the box.

Fig.24 Fill the hole of the clip with water glass sand
Fig.25 Seal gates and riser with plastic film
Fig.26 Seal outlets with refractory fiber cloth
5.2 Sand embedding
Measure the height of the model, calculate the thickness of the bottom sand, add sand, vibrate and scrape, place the empty shell of the model, and the upper edge of the pouring riser shall be 20 mm ~ 30 mm higher than the sand box; In this case, 6 models are placed in each box (4 horizontal and 2 horizontal) (Fig. 27); Sand shall be added twice, and the first sand addition height shall be flat with the lost foam casting body (Fig. 28); After compaction, sand shall be added again to level the sand box (Fig. 29); After being vibrated again, it shall be leveled and covered with plastic film. The film shall be put on the shelf to protect the sand layer, so as to prevent the molten steel from splashing and scalding the film during pouring, resulting in pressure relief (Fig. 30).

Fig.28 Fill sand to flat shell mold bodies
Fig.29 Fill more sand to flat the box
6. Lost foam casting negative pressure pouring
Before lost foam casting pouring, the ladle must be baked to 700 ~ 800 ℃. When pouring with hand ladle, ladle baking is one of the important measures to ensure the purity of molten steel, because the cold ladle will hang glaze; After the molten steel is discharged from the furnace, the slag collector shall be sprinkled to clean the glaze slag, and the temperature of the molten steel shall be measured to ensure high-temperature pouring; In this case, 0.5T hand ladle is used for pouring. In order to ensure the pouring temperature, the molten steel is discharged in three times, and two pieces are poured in lost foam casting each time, as shown in Figure 31; During pouring, the negative pressure is maintained at 0.02 MPa, as shown in Figure 32.

Fig.31 Pouring steel liquid
Fig.32 Maintain negative pressure at 0.02 MPa
7. Lost foam casting cleaning
The casting of lost foam casting began at 12:00 p.m. and the sand was dropped from the first box at 8:00 a.m. the next day. With the cooling of lost foam casting, the coating cracked and peeled off by itself, as shown in Fig. 33; When the lost foam casting drops to normal temperature, the coating shell basically falls off and is clean, as shown in Figure 35.



The surface of lost foam castings shall be free of defects after cleaning, flaw detection and machining; Stable quality in mass production (Figure 36); The lost foam casting cable head is used for the traction steel wire rope of cable-stayed bridge. It has key position, concentrated stress and great responsibility. The requirements for the material and performance of castings are very strict. It is wise to adopt the empty shell pouring process of lost foam casting.
