
The company is one of the oldest Piston Ring Companies in the world, with a history of more than 120 years. It has been incorporated into the Fed eral mogul group of the United States, known as huimen busseld Co., Ltd. For the convenience of narration, we still call it German Gertz company. The most familiar foreign ductile iron piston ring company in the domestic ductile iron piston ring industry is Gertz company.
Since 1985, Changsha Zhengyuan power parts factory, Shijiazhuang internal combustion engine parts General Factory, No. 2 Automobile Bearing Bush Factory, Shanghai internal combustion engine parts factory, Yizheng piston ring factory and later anqing a T g have introduced the casting technology of nodular cast iron piston rings from geci company, and sent professional technicians to the site for training for many times. There are two main casting processes of nodular cast iron piston rings of Gertz company:
1) Double piece elliptical casting process
Since 1965, Gertz company has applied the double piece casting process to mass produce double piece nodular cast iron piston rings, including K4, F14 and other materials. The double piece casting process is also used for piston rings.
From 1985 to 1988, the above six professional piston ring factories in China successively introduced semi-automatic molding machine and double piece elliptical nodular cast iron piston ring casting technology from Getz company. After careful digestion and absorption, they soon mastered this technology, successively entered the stage of mass production, and popularized it in other factories in the same industry in China. Double piece elliptical casting process is the most widely used and technologically mature casting process in domestic manufacturers.
2) Casting technology of four piece elliptical short cylinder
In order to further improve the output of casting blank, on the basis of two-piece casting process, Gertz company began to trial produce four piece elliptical short cylinder process in 1966. The process still adopts three station automatic or semi-automatic molding machine, and the sand box adopts 35 m high steel plate square sand box.
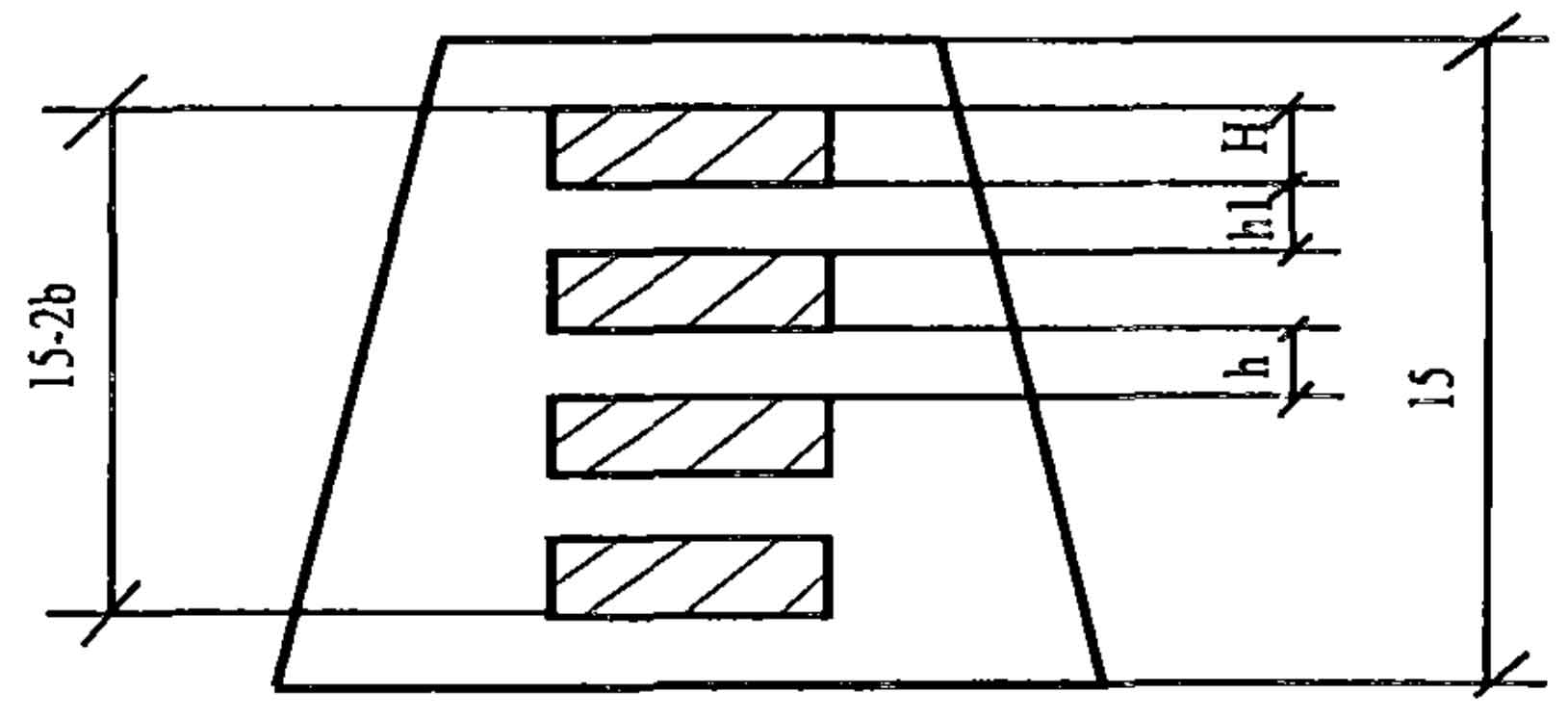
Compared with two pieces, the production efficiency of four pieces of short cylinder casting blank is higher, which can not only greatly increase the output, but also save more molding sand and cleaning workload. The new four piece casting process is not only used for nodular cast iron piston rings, but also for K4, F14, KL and other materials. In 1917, it has completely replaced the original two-piece casting process. The ring mold diagram of the casting process of four piece nodular cast iron piston ring short cylinder is shown in the figure.
In addition, Gertz company also has the casting process of single nodular cast iron piston ring, which is only available in Φ 77、 Φ 111、 Φ 131 and other varieties. In order to collect the chilled iron water, balance the cooling rate and prevent the shrinkage of the center, four large risers are set on the ring die of each single nodular cast iron piston ring. Because the weight of the blank ring is light, the number of risers is large, and each riser is relatively large, the utilization rate of cast molten iron is very low, generally only 10-15%, so the economy of producing single nodular cast iron piston ring is relatively poor. Only a few varieties will adopt the single-chip production process when the production quantity is relatively small and the cost of manufacturing tooling is relatively high.