
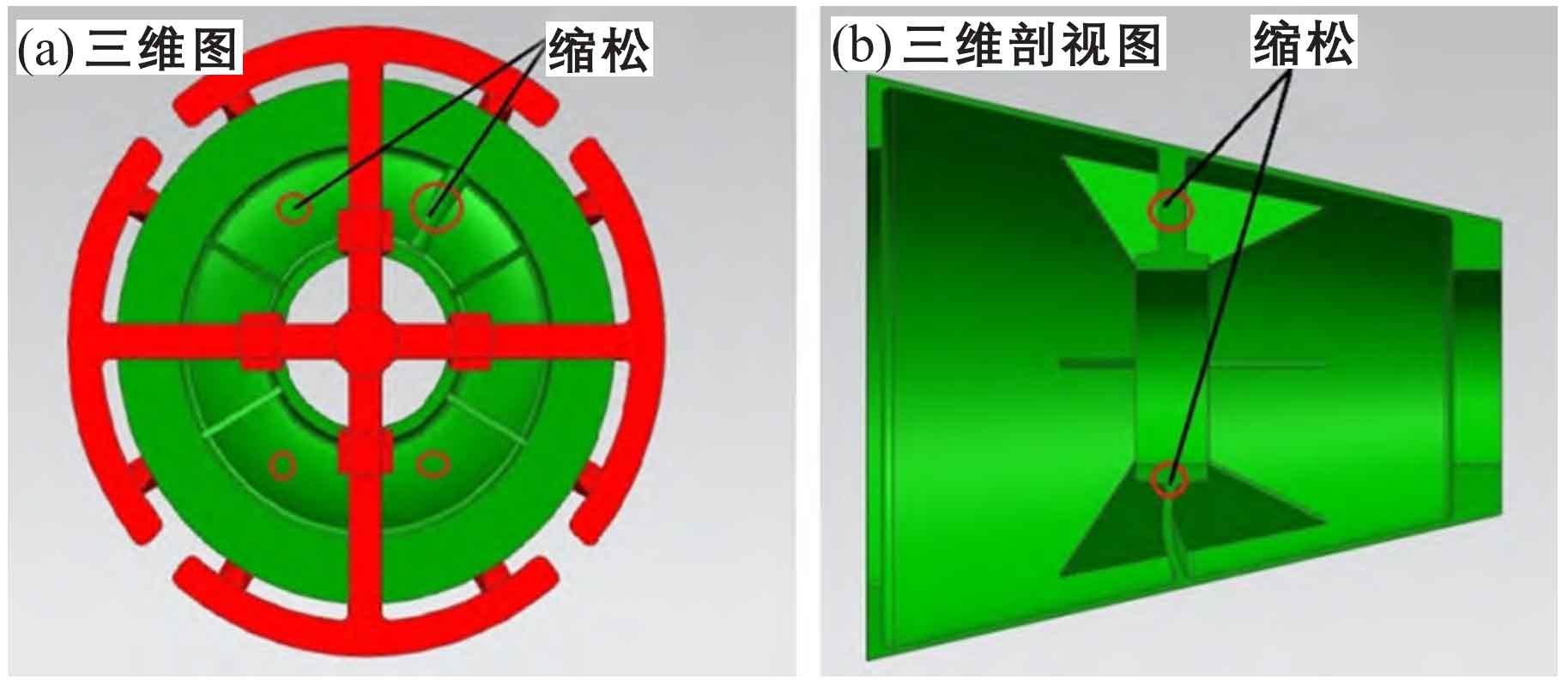
The diaphragm is connected with the main body of sand casting, stiffener, middle annular structure, oil passage and boss, resulting in multiple hot spots during solidification. Due to the extremely complex structure of the partition plate of the sand casting of the gearbox shell, it is difficult to set the pouring system and place the cold iron, which can not accelerate the cooling speed of the hot joint, so that the hot joint and the adjacent connecting wall do not solidify at the same time. The small holes formed during the liquid shrinkage and solidification shrinkage of the aluminum liquid are dispersed (shrinkage) and cannot be supplemented by the external alloy liquid, resulting in shrinkage and looseness at the hot joint (as shown in the figure). If the pouring system is set and the cold iron is placed, the pouring system cannot be removed in the later stage, and the cost of making the formed cold iron is too high. Moreover, the placement of cold iron will hinder the shrinkage of sand castings, resulting in stress during solidification shrinkage of sand castings, resulting in cracks in sand castings.
Due to the large thickness of the middle annular structure of sand casting, four risers are set here, and cold iron is placed on the side and top. However, its structure is small from top to bottom and large in the middle, forming a hot joint in the middle, and the lower wall thickness of the middle annular structure is small, which blocks the feeding channel. The height from the hot joint to the riser root is greater than the effective feeding distance of the riser, resulting in shrinkage and looseness at the hot joint.