1. Shrinkage casting defects caused by insufficient pouring of casting gate cup
For castings directly fed by gate cup and runner, shrinkage casting defects will occur due to low static head of molten steel due to insufficient pouring of gate cup. The solution is as follows:
① The pouring cup must be fully filled to ensure that the static head is sufficient;
② The riser with a certain height shall be added at the inner runner of the casting to ensure that the static head is sufficient for feeding;
③ Increase the height of the gate cup to a certain size;
④ Sprinkle insulating agent at the pouring cup after pouring;
⑤ The riser is wrapped with insulating cotton to slow down the cooling rate of the riser molten steel and increase the shrinkage.
2. Shrinkage casting defects caused by unreasonable casting structure
Due to the unreasonable structure of the investment casting, such as the shrinkage casting defect at a flange step due to the isolated hot spot, see Figure 1. Remove the groove on the casting feeding channel, open the casting feeding channel, and eliminate shrinkage casting defects, as shown in Figure 2.
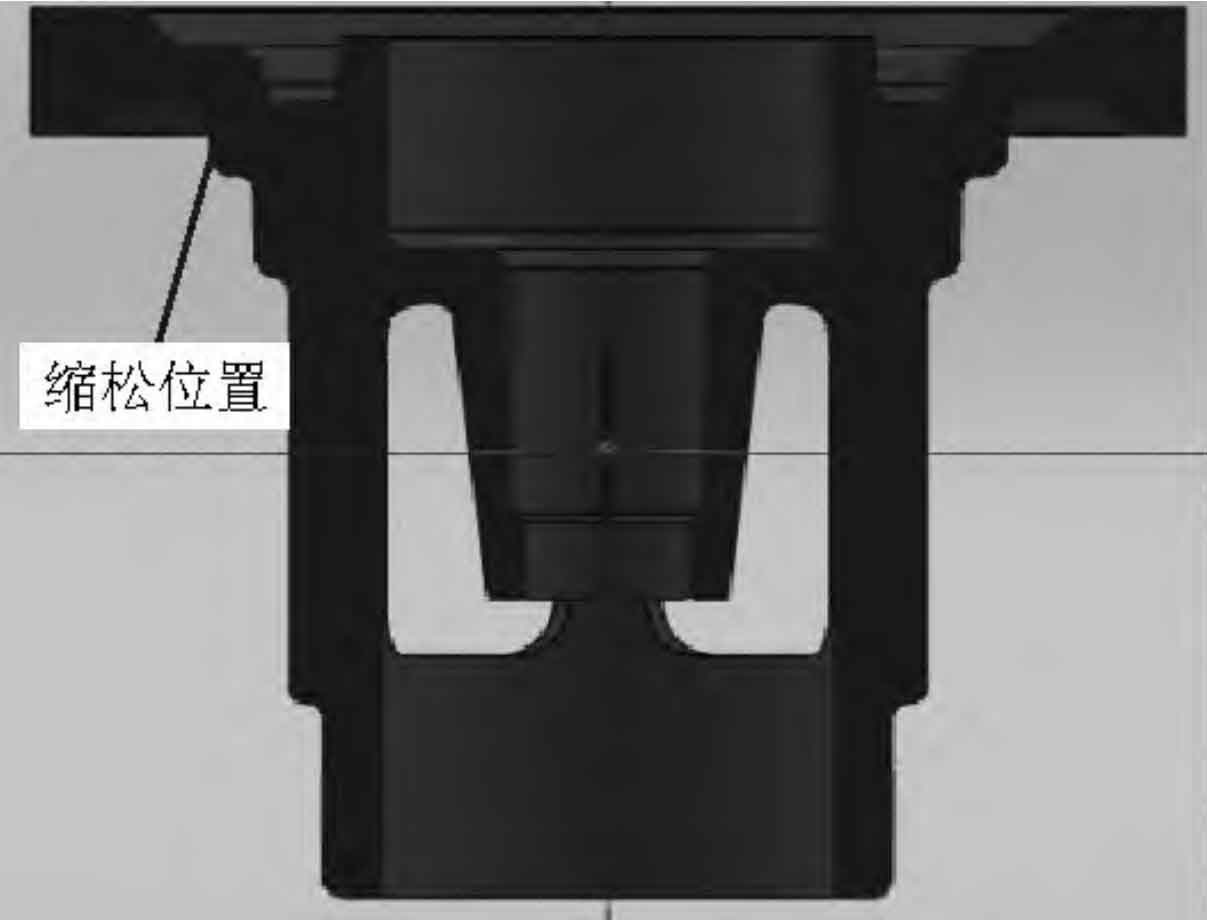
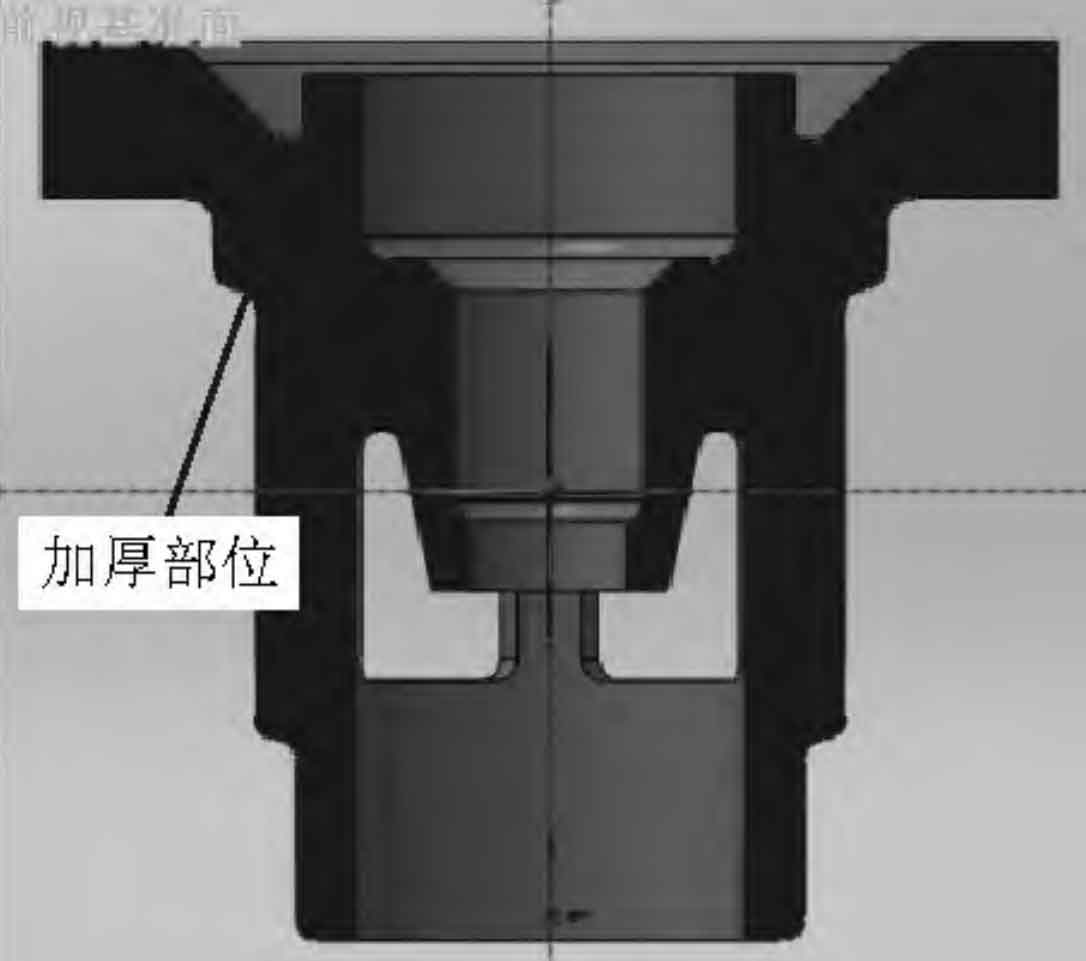
Figure 3 is a schematic diagram of shrinkage porosity of a valve body at the casting hot spot. This is due to the hot spot caused by the structure of the casting, and the riser feeding cannot be increased. The shrinkage casting defects can be eliminated by increasing the wall thickness of the casting processing part, increasing the feeding channel, as shown in Figure 4.
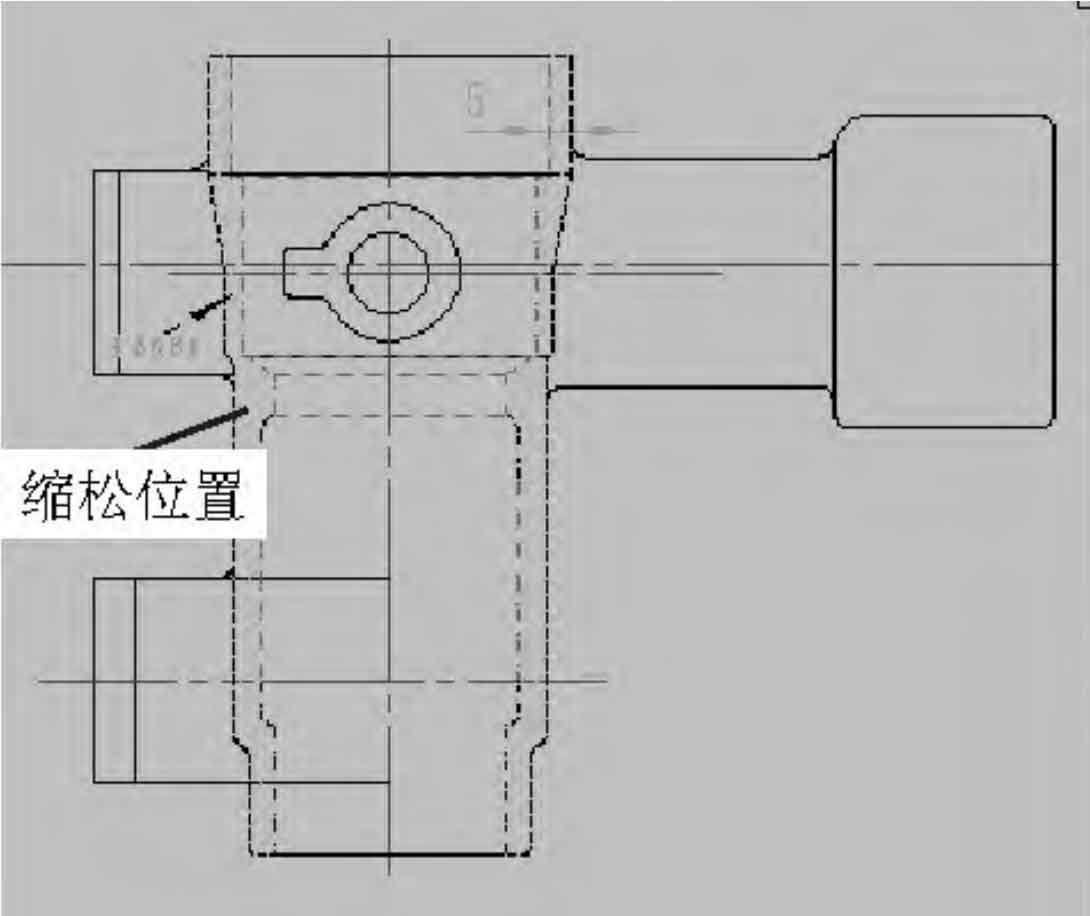
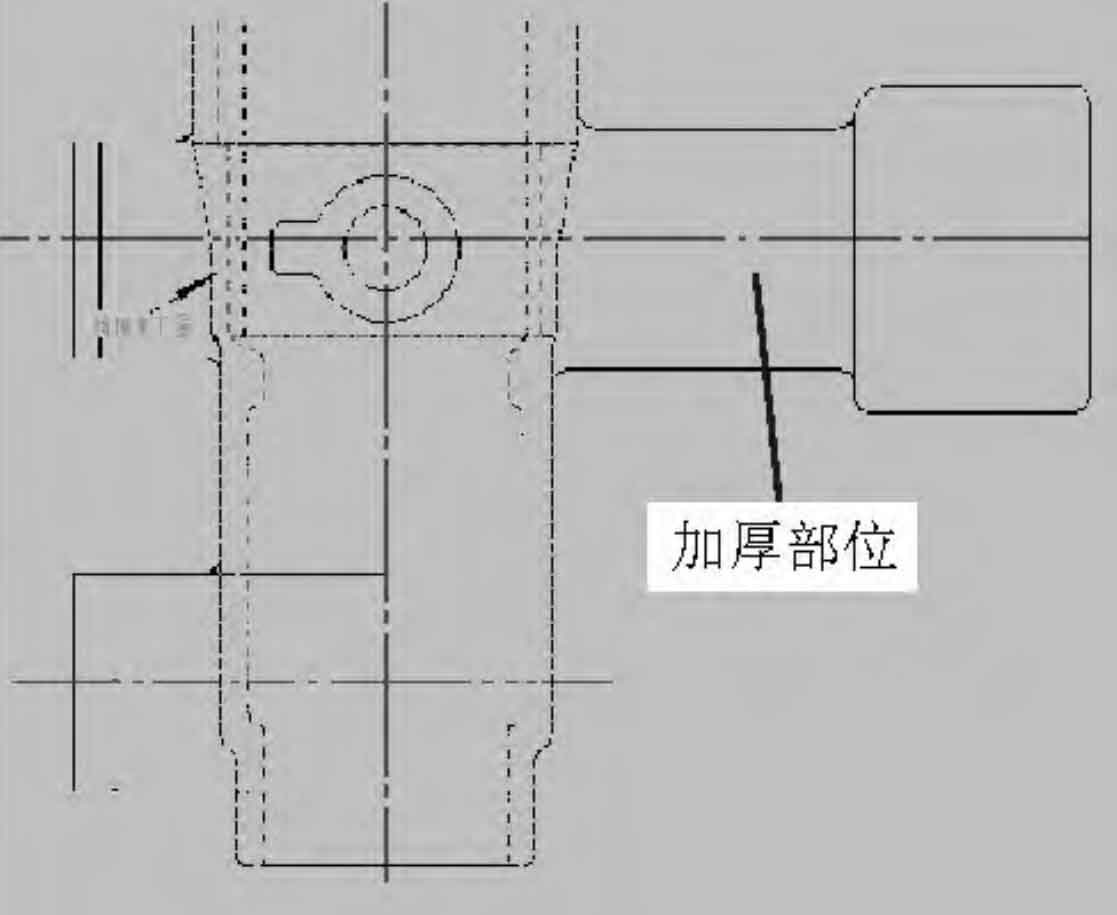
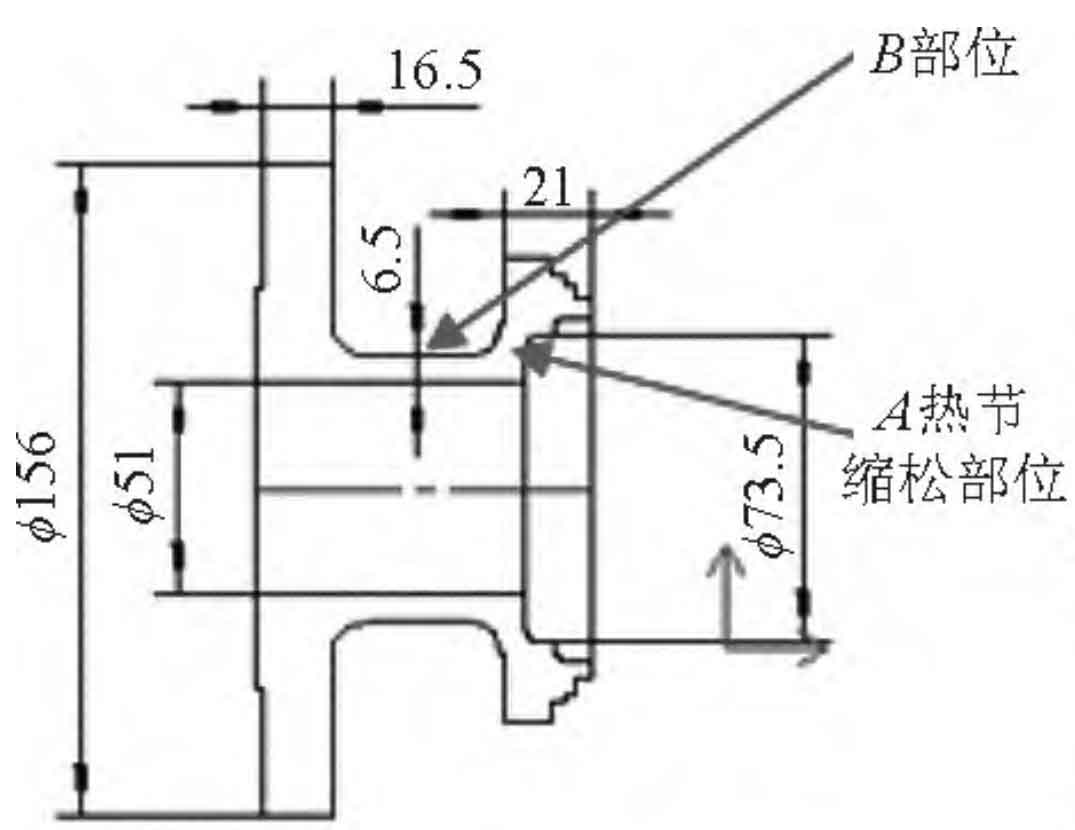
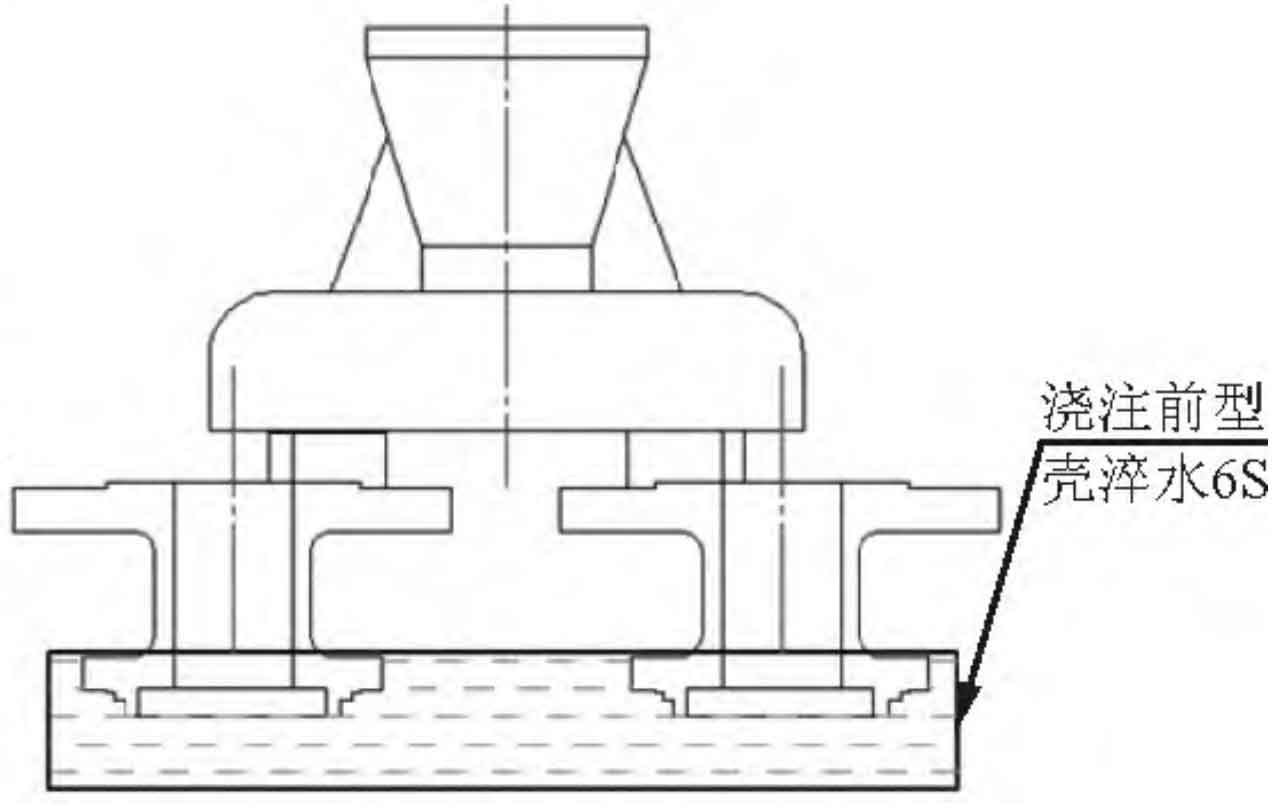
Figure 5 shows the structural member with thick flange at both ends and thin middle wall. This kind of casting is also easy to form shrinkage porosity casting defects at A and B, and the solution is to add internal runner at the two flanges (see shrinkage porosity casting defects at A), but it will reduce the process yield; The shrinkage porosity casting defect was successfully solved by local quenching (see Figure 6), and the casting yield was greatly improved.