
The casting process design involves the process design of the part itself, the design of the gating system and the design of the feeding system. In the casting process, the gating system is generally composed of a gate cup, a vertical gate, a horizontal gate and an internal gate, which guides the molten metal into the mold cavity.
The feeding system mainly refers to the part where the liquid is added to the casting or the cold iron is placed in the mold cavity. The setting purpose is to prevent the formation of casting defects such as shrinkage before the casting solidification. The design of gating system includes the selection of gating system type, the selection of inner gate position and the determination of sectional dimensions of each component of gating system.
The design of the gating system directly affects the quality of the casting. A reasonable design of the gating system can effectively ensure that the liquid metal fills the mold within the most appropriate time range, does not cause excessive metal oxidation, has sufficient pressure, and ensures that the metal level has the necessary upward speed in the mold cavity.
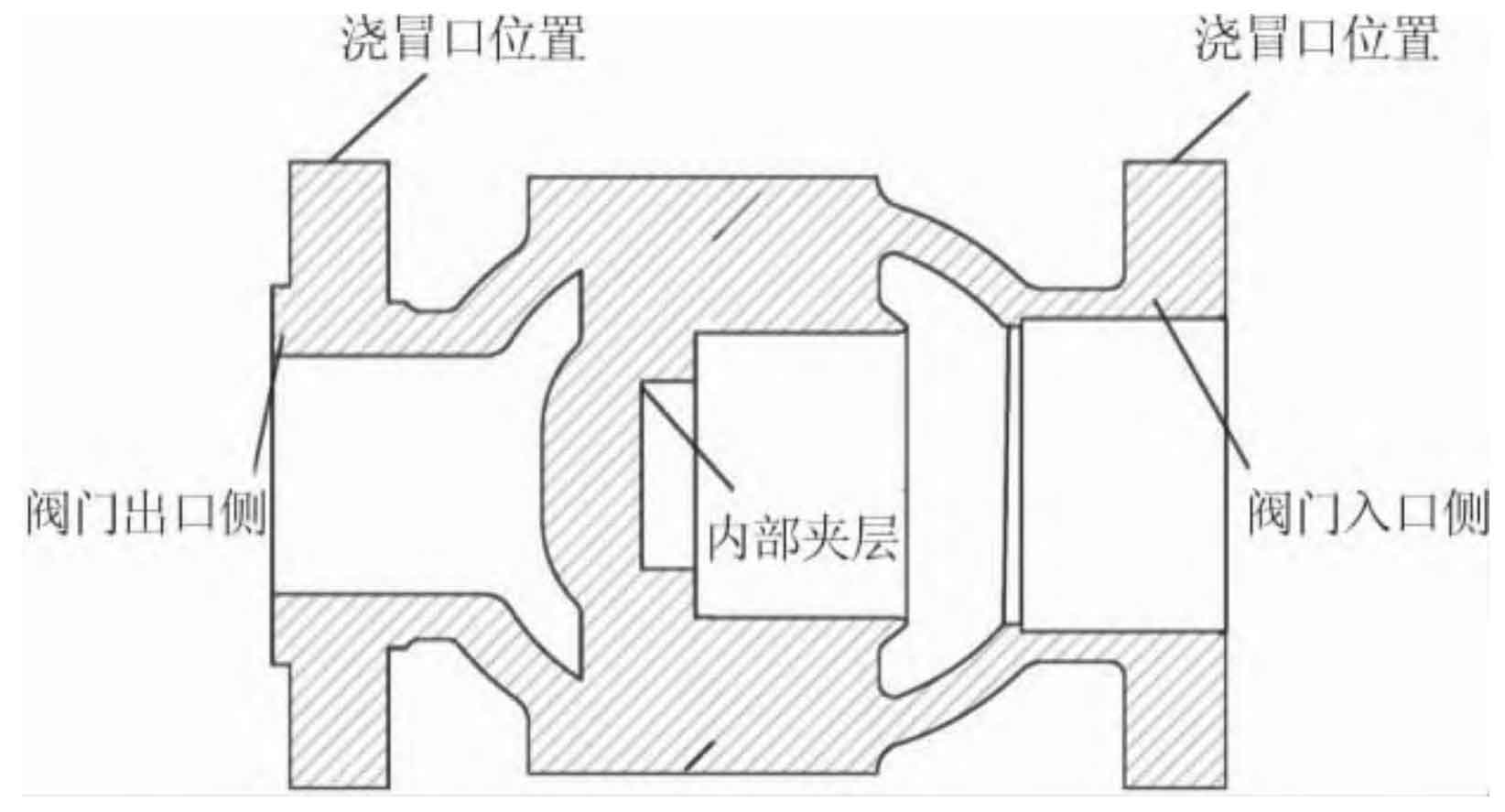
The feeding system design is also the content to be paid attention to in the casting process. If the feeding process design is not reasonable, it is easy to cause various types of casting defects, such as insufficient pouring, cold shut, sand washing, slag inclusion, inclusion, sand inclusion, etc. The water hammer relief valve has a special structure, as shown in Figure 2. It has a sandwich inside, and the sandwich needs to bear pressure for a long time during the use of the product. Therefore, the requirements for the casting process of the valve are very high.