
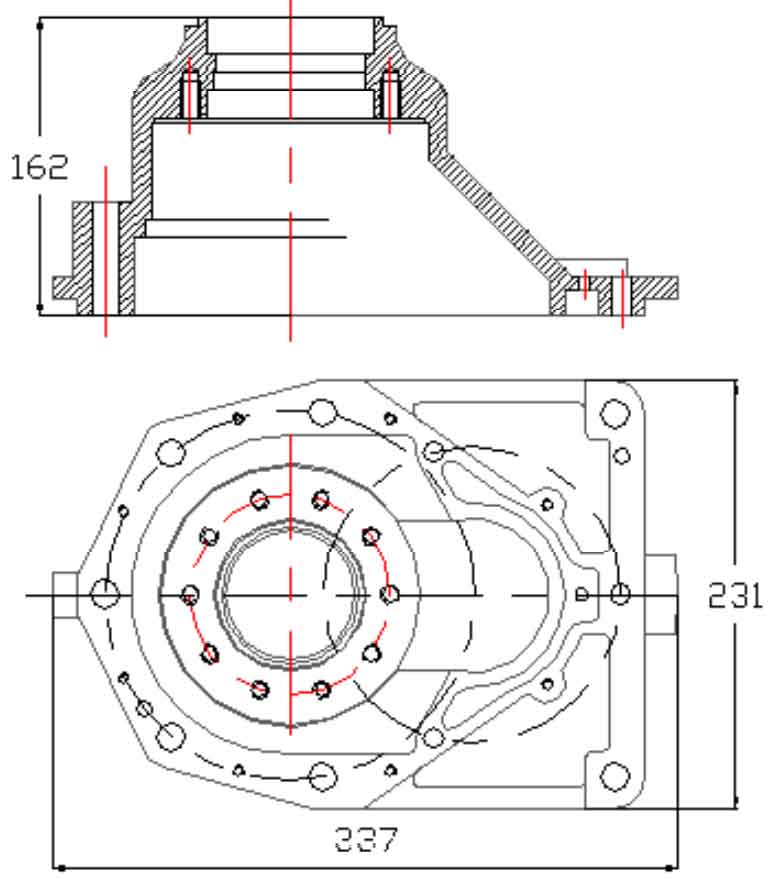
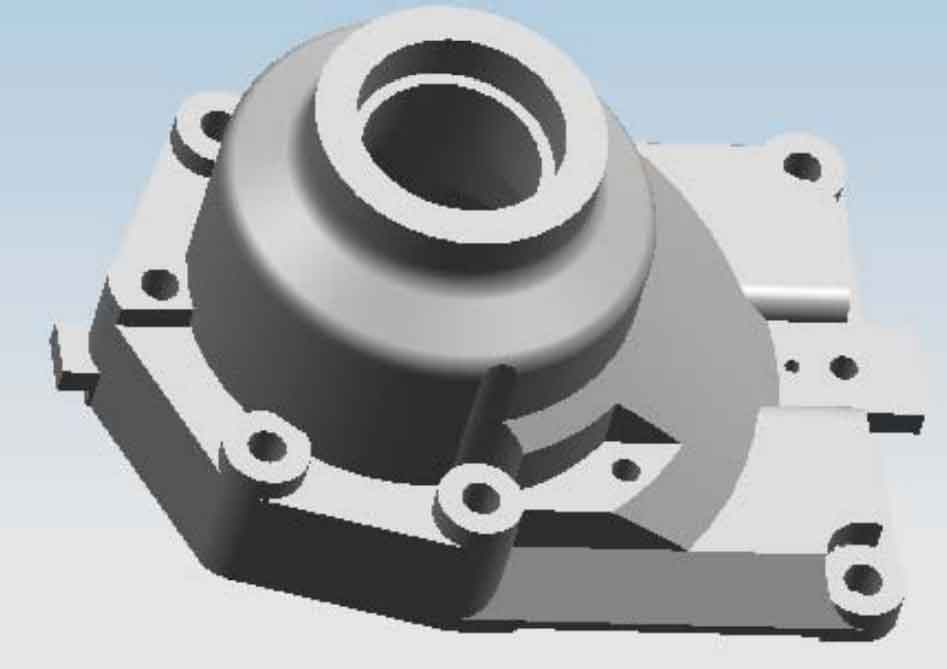
As shown in Figures 1 and 2, the lost foam casting is a shell part with a maximum size of 337 × two hundred and thirty-one × 162mm, weight about 20kg, part material QT450-10. The position structure of the oil groove on the lower surface of the part is complex, the cavity is large, the wall thickness is uneven, the upper and lower parts are thick, the middle is thin, the maximum wall thickness is 28mm and the minimum wall thickness is 10mm. There are many features of surface, transition fillet, hole and boss on the part. There are up to 31 hole features, including 7 φ 15. 3 φ 11 and 1 φ 6 through holes, 10 M10 and 8 M6 threaded holes, 2 φ 8 blind hole. The surface of the lost foam casting shall be free of defects such as sand holes; The internal structure shall be dense and free from shrinkage, porosity and other defects.
1. Lost foam casting process scheme
Considering that the lost foam casting is a shell part with complex structure and high requirements for surface accuracy, flatness and verticality, the lost foam casting process is adopted in combination with the existing production conditions of the factory. All hole features of the casting are not cast out, and subsequent machining is adopted, with a machining allowance of 4mm. The pouring temperature is controlled at 1470 ℃, and the negative pressure is -0.05mpa.
2. Lost foam casting gating system
The original lost foam casting process adopts the stepped gating system, which introduces liquid metal in two layers, one inner gate in the upper layer and two in the lower layer. It is hoped that the lower sprue will start filling first and introduce more liquid metal in the process of liquid metal filling. The original process is shown in figure 3. In this way, under the action of high temperature molten metal, the foam pattern burns from bottom to top, which is beneficial to form a temperature gradient from the lower part of the lost foam casting to the gate gradually increasing, so as to establish a better sequential solidification condition for the lost foam casting. At the same time, the rising direction of the metal liquid is consistent with the direction of the gasifying product of the foam plastics, which is favorable for the exhaust investigation. The ladder gating system has the advantages of top injection and bottom injection. It also facilitates the adhesion, handling and vibration modeling of foam pattern and runner, with smooth filling and good exhaust and shrinkage. In order to improve the yield and production efficiency of lost foam casting process, the horizontal series casting technology of four pieces in one box is adopted, as shown in Figure 3.
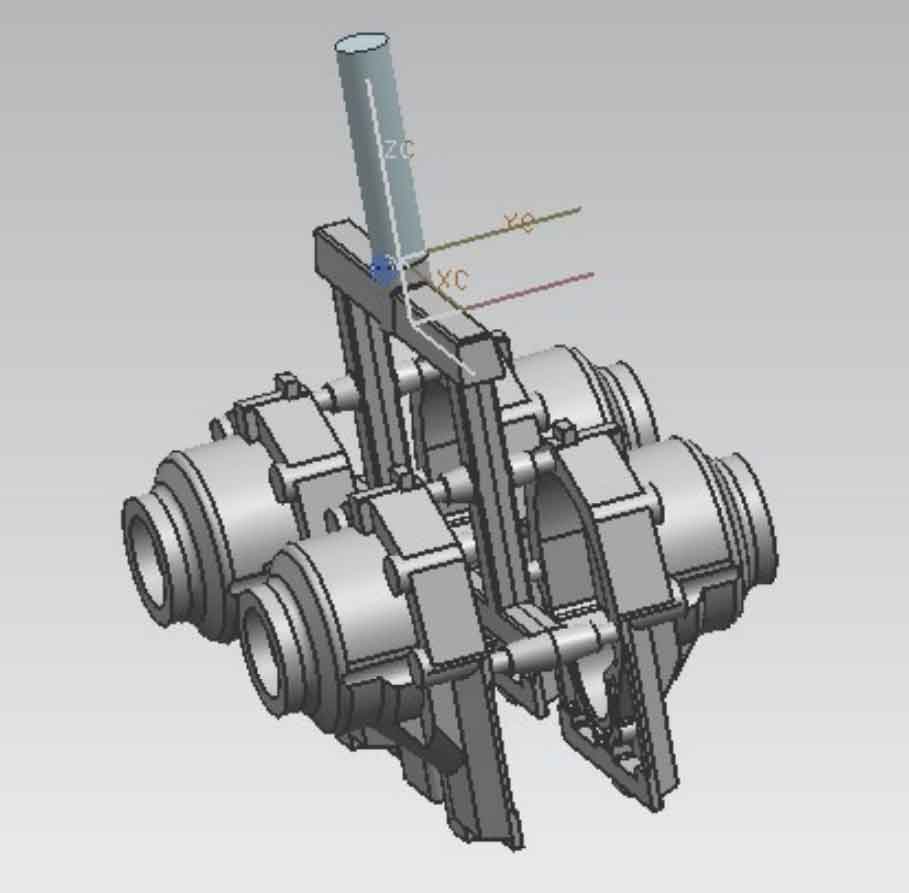
Cast in diameter φ 18mm, the cross-section size of the runner is 32mm × 40mm, sprue diameter φ 50mm, 1230mm high. The size of sand box is φ eight hundred and twenty × 1000mm。
3. Lost foam casting riser
Nodular cast iron shows typical paste solidification characteristics in the solidification process, so there is a wide solidification area on the section of nodular cast iron. This characteristic makes the nodular cast iron solidified in a plastic thin shell with low strength and poor rigidity for a long time after pouring. During the solidification process, a considerable part of graphite balls will precipitate and grow up surrounded by the austenitic shell. Due to the large specific volume of graphite, a certain expansion force will be generated in the long process. This expansion force acts directly on the austenitic shell and then transfers to the shell of lost foam casting. Due to the large rigidity and uniform distribution of the negative pressure lost foam casting mold, the expansion force generated in the graphitization process will be transformed into internal pressure, which will compact the paste liquid metal, and then form self feeding, so that the internal shrinkage cavity and shrinkage porosity are gradually reduced or even eliminated.
Considering that the design material of lost foam casting is QT450-10, which has a certain self feeding capacity, and the feeding effect of stepped gating system is also good, the original lost foam casting process adopts riser free design.