
Due to the paste solidification mode of nodular cast iron and its poor welding performance, it is very important to prevent the shrinkage defects in nodular cast iron castings by designing the quenching system when producing nodular cast iron castings with complex structures.
Solidification analysis is carried out for different areas of nodular iron castings, in which the main wall thickness is relatively thin, and is cut into several small areas by the thickness of flanges, partitions and other parts. During the solidification process, the shell can be rapidly crusted to achieve simultaneous solidification, without the use of cold iron quenching.
The thickness of the split flange is 210 mm, which is a thick large section, and the modulus is greater than 3 cm. Although simultaneous solidification cannot be achieved, when the carbon equivalent of the molten iron is greater than 4.5% and the compressive strength of the sand mold is greater than 3 MPa, self-feeding can be achieved by relying on the graphitization expansion of the molten iron itself and the rigidity of the sand mold to ensure that the dense structure can be obtained.
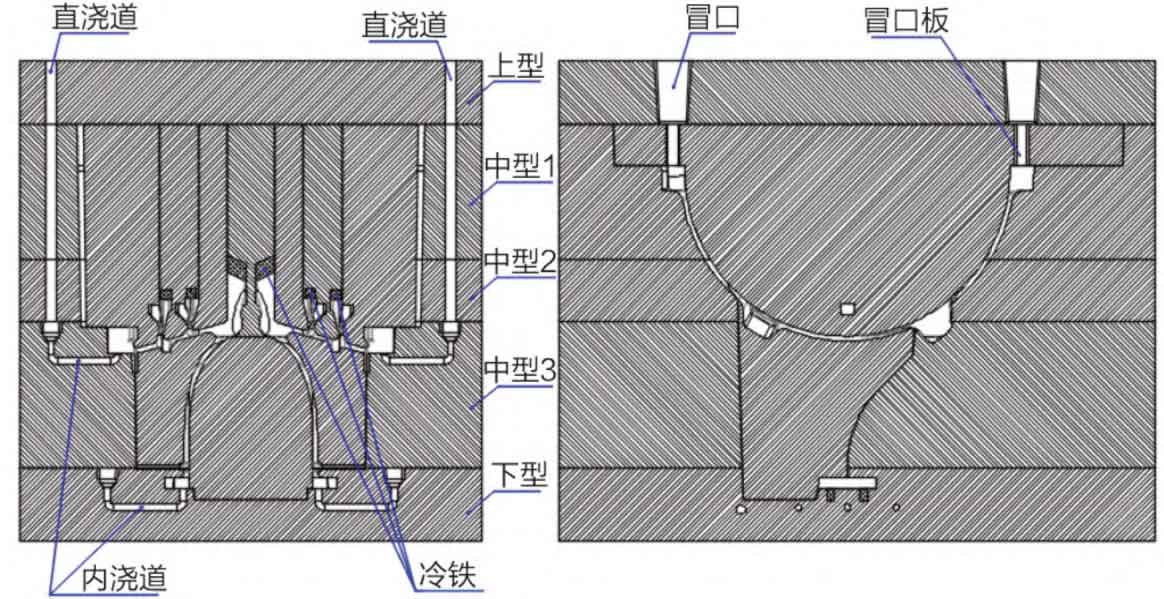
The machined surface at the position of the inner cavity partition cannot be solidified at the same time, nor can it be ensured that there is no shrinkage porosity inside by self-feeding. Therefore, it is necessary to design a chill (see figure). The thickness of the chill is 0.8~1.2 times of the thickness of the quenched nodular iron castings.