
1.Sand sticking of cylinder block water jacket
H003 cylinder block is an upgraded version of 52E cylinder block, in which the position of water jacket in the inner cavity of the product has been greatly changed, and there are too many thin-wall positions of water jacket core. After pouring, molten iron wraps the water jacket core and mixes with the core to form sand iron mixture, which is bonded to the cylinder wall, resulting in sintering. During sand shaking cleaning, the sand iron mixture cannot fall off from the cylinder wall, which seriously affects the subsequent processing and production.
Production process of raw water core: the ratio of core sand is ceramic sand: raw sand = 2:1; The coating process is dip coating of Fosco anti vein coating, specific gravity: 1.38g/cm3.
Under the guidance of the above research process results, the first step of improving the water jacket core process is as follows:
(1) The ratio of core sand is ceramic sand: recycled sand = 1:1;
(2) Coating: first brush zirconium powder coating, and then dip and apply anti vein coating;
(3) Sand core additive: fine particle additive, 2%.

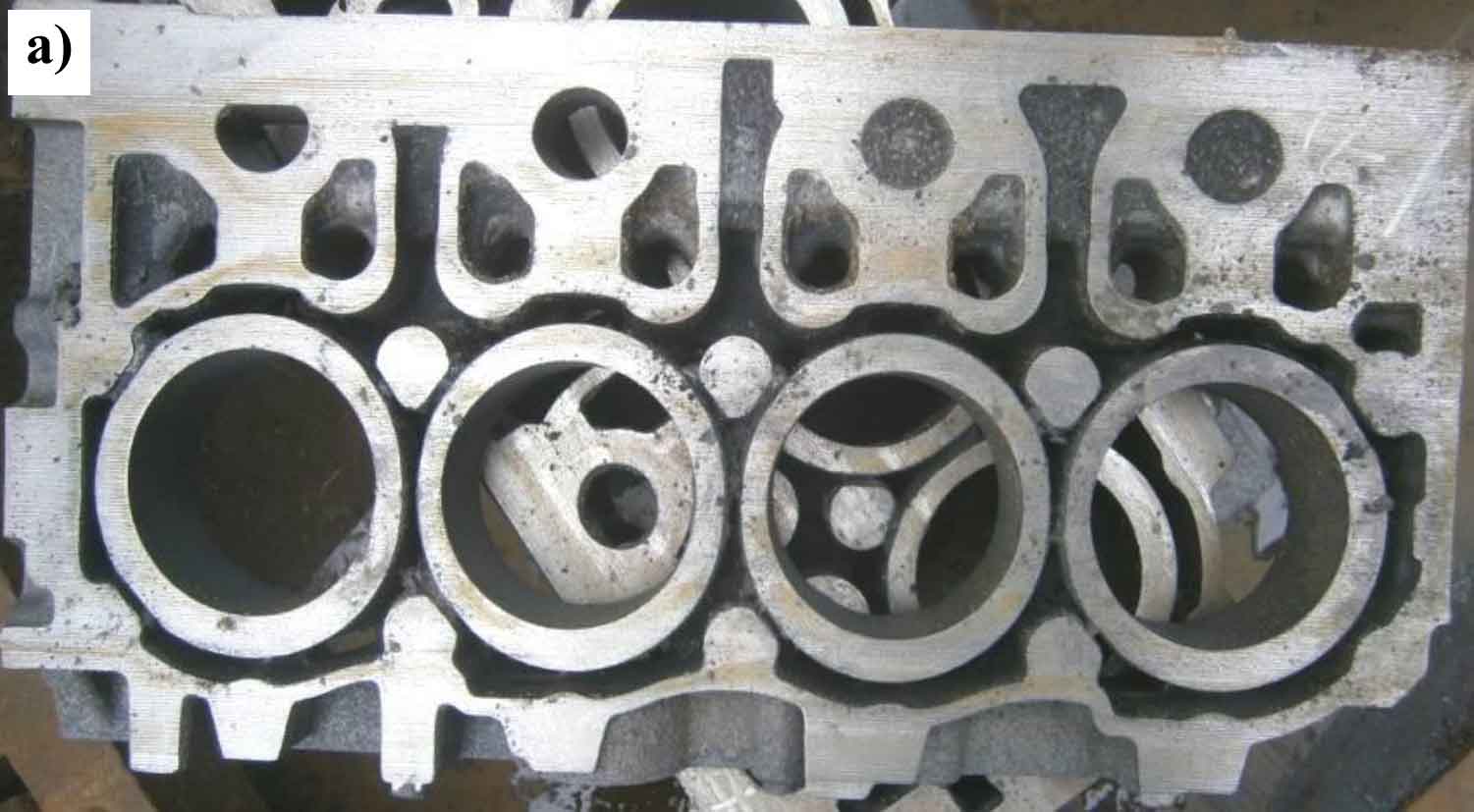
According to this process, the sand casting of cylinder block is debugged and poured. The anatomical results are shown in Figure 1. It can be seen that there is still sand sticking and sintering at the junction of the front end of the cylinder block and the cylinder hole. The main reason is that this is the hot spot of sand mold casting, which is easy to overheat at this position, resulting in long baking time of sand mold and coating at this position, resulting in sand sticking and sintering.
2.Influencing factors of sand sticking in cylinder block water jacket
The second step is to further change the production process of water jacket core, and adopt four experimental schemes to investigate the factors affecting water jacket sand sticking.
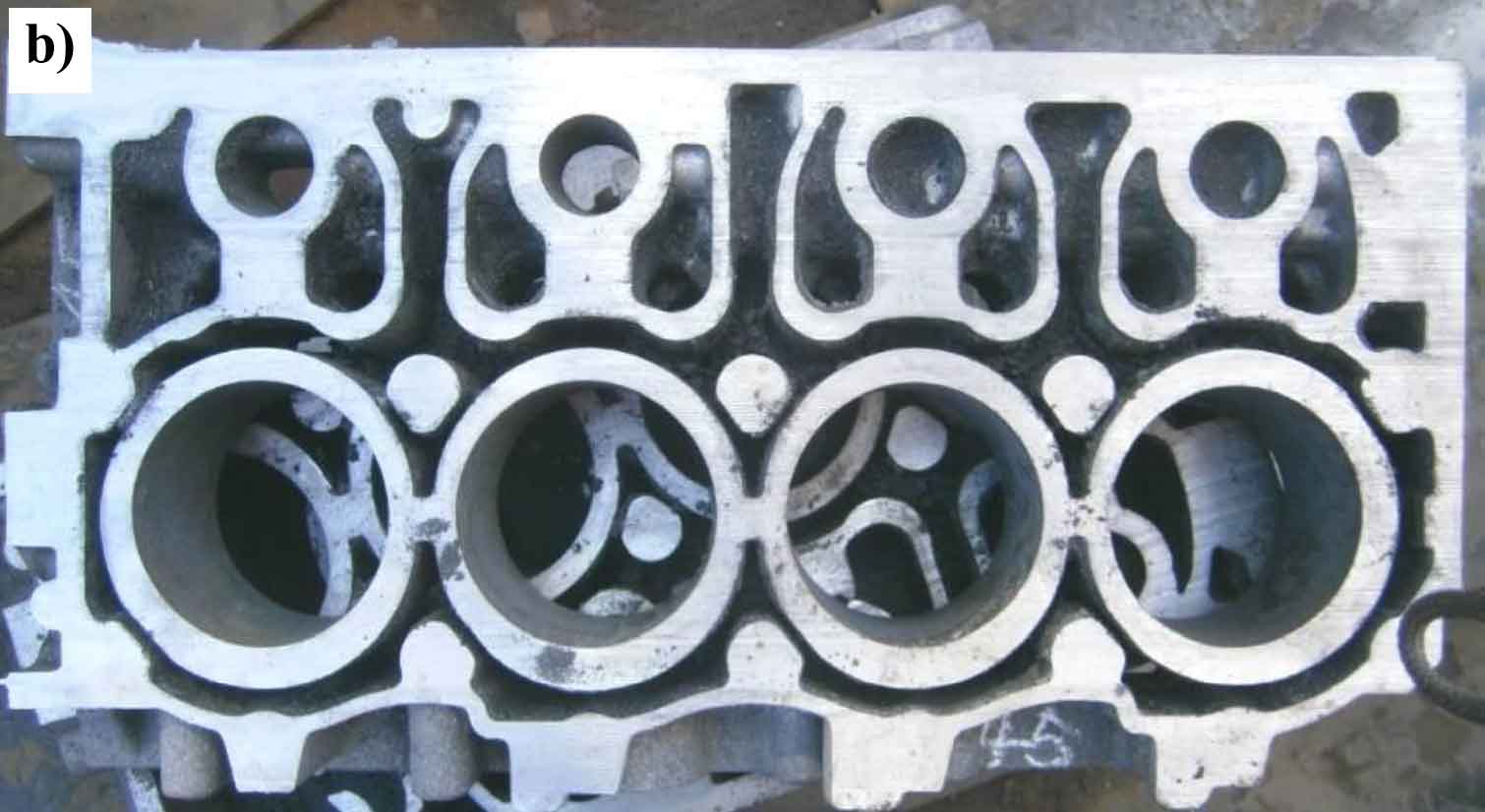
The anatomical results of the water jacket of the cast cylinder block of the four schemes are shown in Figure 2. From the anatomical results:
(1) The effect of scheme 3 and scheme 4 is better than that of scheme 1 and scheme 2, which proves that the effect of fine-grained additive is good.
(2) The effect of scheme 3 is better than that of scheme 4, which proves that the effect of the third coating is better than that of the third non coating.
(3) The effect of scheme 3 is the most obvious. There is no sintering between cylinders. Although there are small sintering blocks at the waist hole, they can be cleaned up during cleaning.

The comparison results of the four schemes show that the use of fine-grained additives and dipping 451 anti vein coating followed by spraying a layer of zirconium powder coating is conducive to the solution of sand sticking defects.
3.Optimization process and experimental verification
According to the above experimental results and theoretical analysis, the optimized cylinder sand mold and sand mold process are obtained: MCS and FS powder are used instead of pulverized coal as anti sticking sand additive for wet sand mold, and the addition amount is 3-6%; Natural bentonite with high blue absorption and bentonite value is used as sand mold binder; The hardness of wet sand mold shall be controlled within the range of 85 ~ 90 g / mm2, and the influx of core sand shall be well controlled; Fosco coating is adopted, first spraying a layer of zirconium powder coating, then dipping 451 anti vein coating, and then spraying a layer of zirconium powder coating.
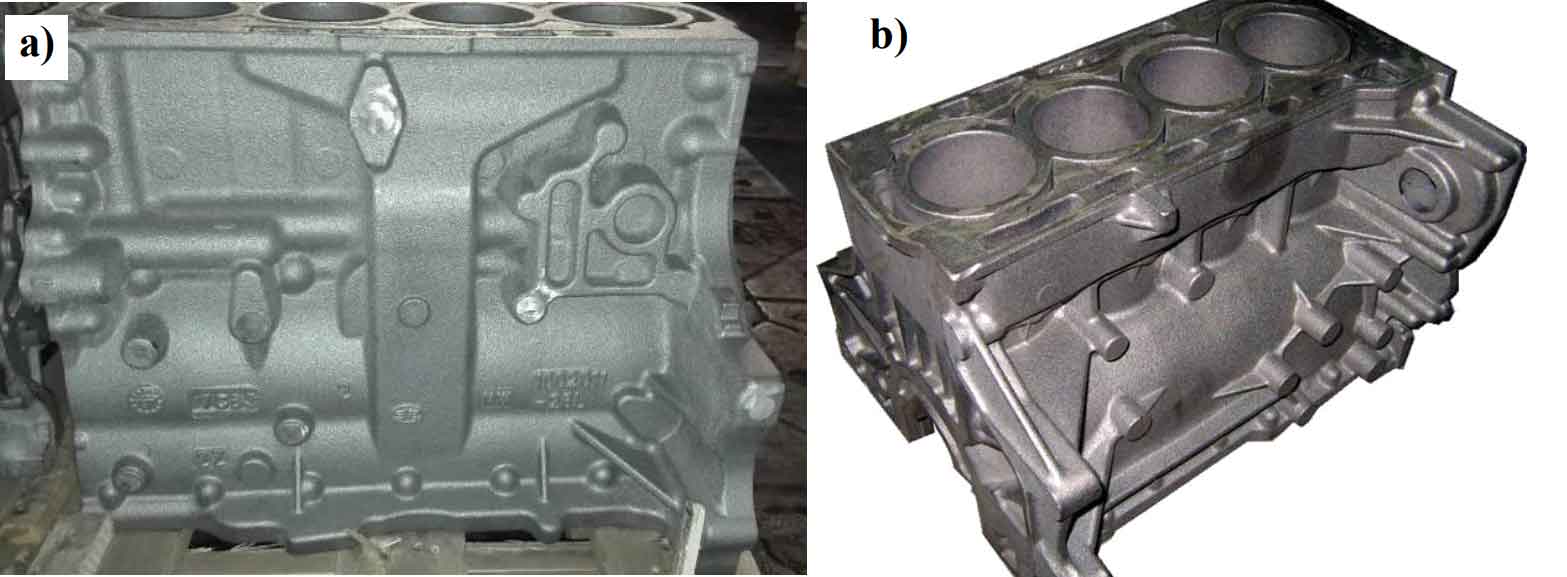
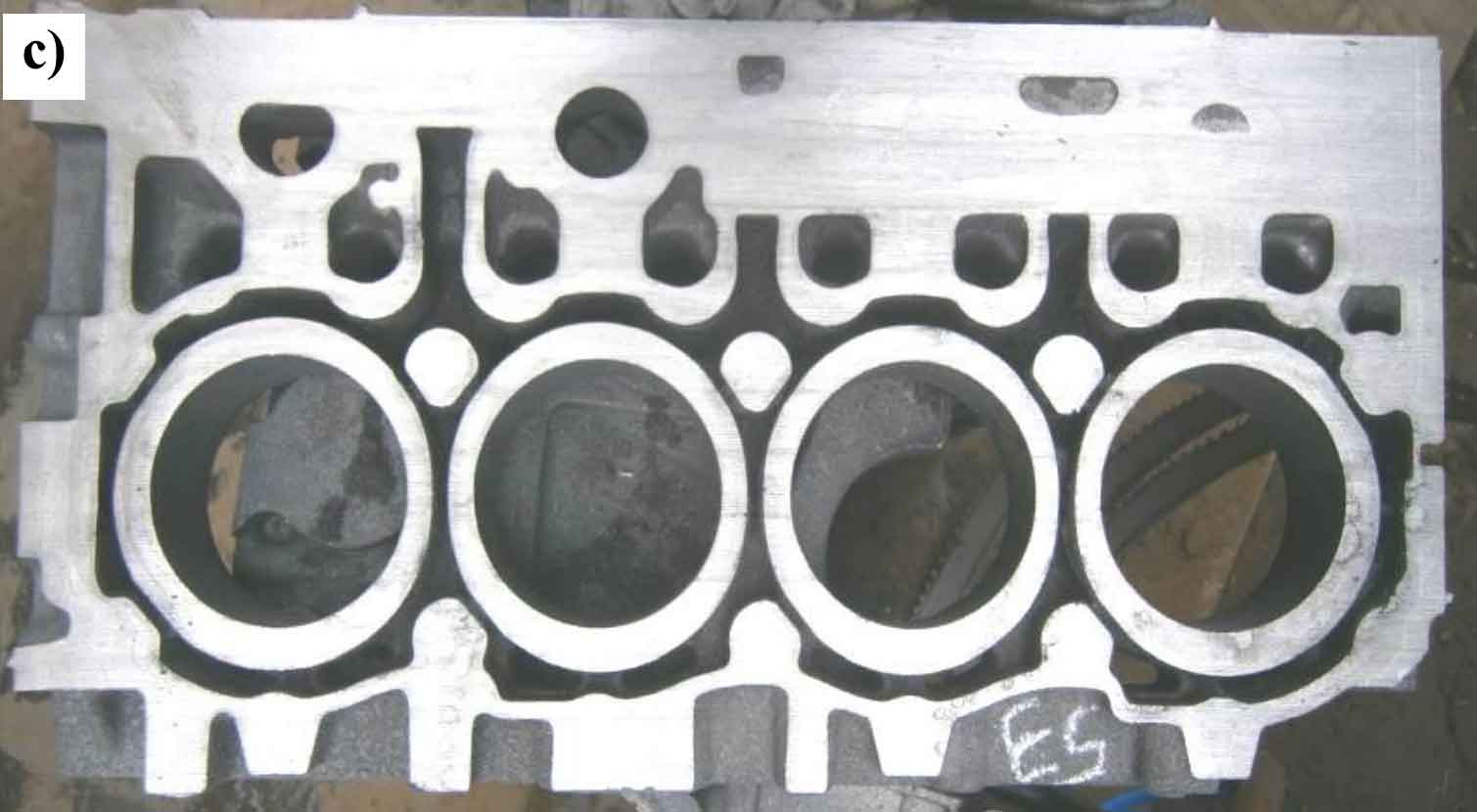
With the optimized pouring process and other process measures, various types of cylinder blocks have been produced in batch according to the original process, and the surface quality of cylinder block has been significantly improved, as shown in Figure 3.
For the concave parts with serious sand sticking and difficult to clean in the past, the sand sticking is slight now. Even if there is sand sticking, it can be easily cleaned up in the later stage, and the scrap rate of cylinder block caused by surface quality is reduced to less than 1%.