

Conventional liquid squeeze casting and rheo squeeze casting are carried out by direct squeeze casting with vertical four column hydraulic press model yc27-63 800KN (as shown in Figure 1).

(b) pouring of slurry;
(c) slider downward, solidification under applied pressure and
(d) slider upward, injecting of the casting
The experimental process is as follows
(1) The mould is installed on the worktable of the hydraulic press, and the heating ring is set on the outer surface of the mould. Different mould temperatures (200 ~ 350 ℃) are set, and the pressure value of the hydraulic press is adjusted during heating;
(2) When the mold temperature reaches the set value, the punch goes up, and a layer of lubricating coating is applied on the surface of both the punch and the die, which is composed of graphite and oleic acid;
(3) After the quantitative alloy melt or slurry is poured into the die with stainless steel ladle, the sliding block immediately goes down to exert pressure on the melt or slurry, and keep the pressure for 20s after reaching the set pressure;
(4) Punch up, ejector up, eject casting, ready for next pouring. The process flow of rheo squeeze casting is shown in Figure 2.
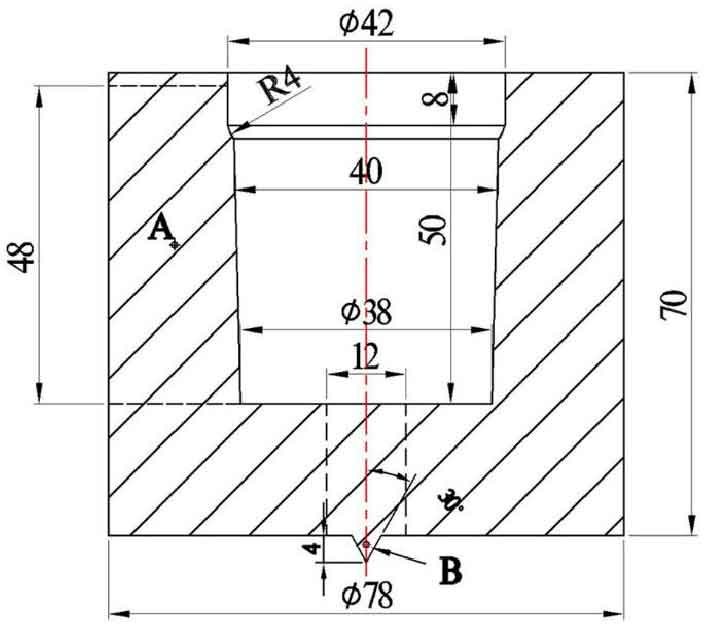
Figure 3 is the drawing of rheo squeeze casting alloy parts. The as cast microstructure used in this paper is the one at center a. In addition, in order to better analyze the slurry structure during alloy forming, a conical hole is designed at the cushion block (the solidification speed is fast at position B, and the slurry solidifies rapidly after pouring into the die, which is the structure of slurry forming).
Different solid solution treatment processes are adopted for the alloys obtained by different processes. The solid solution process of metal mold casting alloy is 540 ℃× 6h [2]. The solution process of conventional squeeze casting alloy is 530 ℃ for 10h. The solution temperature of rheo squeeze casting alloy is 530 ℃, and the solution temperature is 0 ~ 12h. The choice of solution process is mainly based on the different forming process of the alloy. After the corresponding process solution, the mechanical properties reach the highest. The aging process of all alloys is 200 ℃× 16h. Solid solution is carried out in an air resistance furnace with a small amount of pyrite, and aging is carried out in a constant temperature oil bath furnace. The alloy was quenched at room temperature immediately after solution and aging treatment.