The sand casting process adopts two box molding and furan resin sand molding and core making. The diameter of the inner holes at both ends of the sand casting is 100 mm, the maximum size of the middle cavity is 390 mm, and the total length of the whole inner hole is 1548 mm. In order to facilitate core making and positioning, the inner hole of sand casting is formed by combined core. The core is made in three sections. The sand core in the middle of the sand casting is made into a shell core, which is connected with the sand core with the same length on both sides and supported by the core support. Avoid mud from entering the inner edge of the steel core box before using the sealing rope. The sand core and mold cavity are brushed with alcohol based coating twice and ignited and dried.
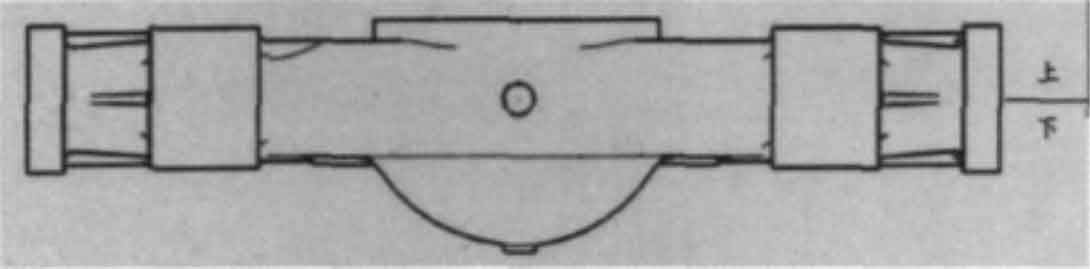
The position and parting surface of sand castings in the mold are shown in Figure 1. The parting surface of the sand casting of the rear axle housing is taken on the largest section, so as to take out the pattern smoothly. At the same time, the height of the sand box can be reduced to facilitate mold lifting.
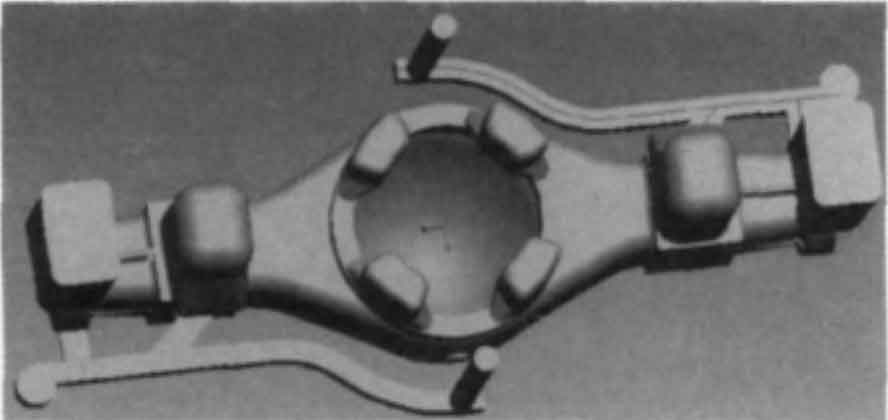
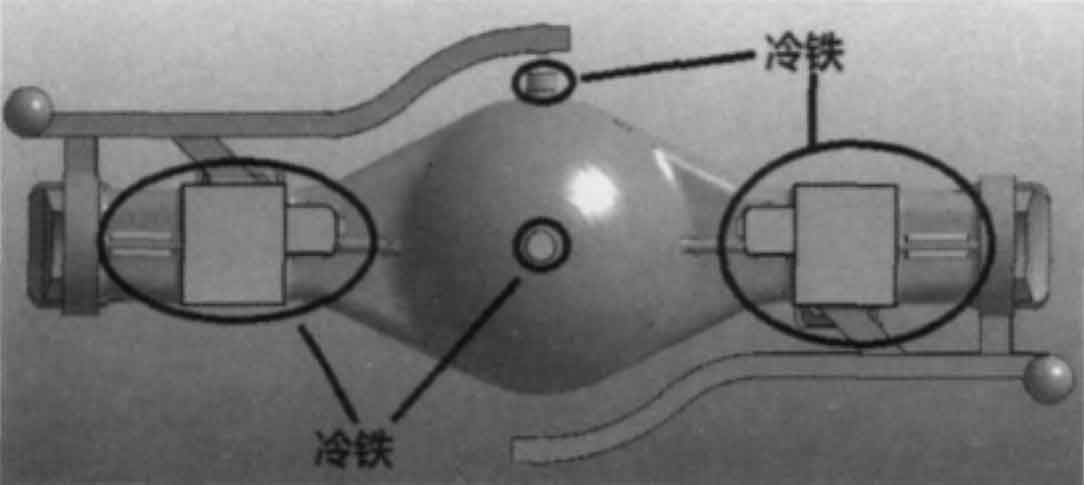
The design of gating and riser system for sand casting of rear axle housing is shown in Figure 2. The pouring system is semi open, pouring in the middle, and the molten iron enters from the sides of both ends of the bridge. A total of 6 waist circular concealed risers and 2 exposed risers are placed at the bosses and hot joints at both ends of the bridge for feeding. Place cold iron (as shown in Figure 3) at the thick parts at both ends of sand casting.