
(1) The minimum sectional area of gating system shall be determined. The minimum area of gating system is generally calculated by Bernoulli equation, and its calculation formula is:
Where: Fmin is the minimum sectional area, m2; G is the pouring amount, kg; P is the density of molten metal, kg · M ‘3; The sclera is the average static pressure head, m; P is the flow coefficient; T is pouring time, S. The pouring time is mainly determined by experience. For thin-wall sand castings, the rising speed of liquid level shall also be verified.
(2) Selection of sectional area of each component of gating system. The sectional area and shape of each element of the gating system are mainly selected by experience, and the proportional relationship of each element section of the gating system.
A large number of practice shows that the traditional minimum cross-sectional area method is not perfect. Open gating system and closed gating system have their own advantages and obvious shortcomings. The open gating system of sand mold casting has the main advantages of low liquid metal flow rate, stable mold filling and low scouring force when entering the mold cavity. However, at the early stage of sand mold casting, the liquid metal can not quickly fill the gating system of sand mold casting, especially the sprue and runner. The liquid metal flow rate is large and the runner is not full, which provides conditions for the disorder of liquid metal surface, Thus, the oxide film is broken, folded and filled into the cavity with the liquid metal.
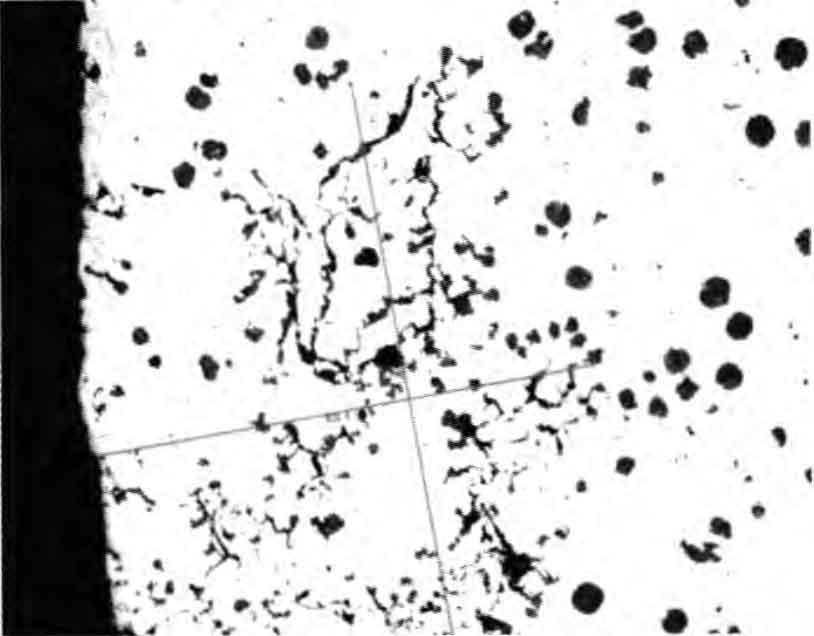
The closed gating system of sand mold casting can quickly fill the gating system, which is conducive to the floating and removal of slag inclusion. Therefore, it has good slag resistance and can prevent liquid metal from being involved in gas. However, due to the high pressure at the inner gate, the liquid metal enters the mold cavity at a high speed in a spray shape, forming a splash, resulting in a large amount of secondary oxidation slag inclusion, which is wrapped by the following liquid metal, and finally a secondary oxidation slag inclusion defect is formed in the sand casting. When the closed gating system of direct sprue: transverse sprue: internal sprue = 1:2.48:0.73 is used to trial produce large thick wall nodular cast iron into the cylinder, there is a serious slag inclusion problem. The secondary oxidation inclusions in nodular iron castings produced by gating system designed according to the traditional minimum cross-sectional area are shown in Figure.