1. Design of metal subsidy for sand casting
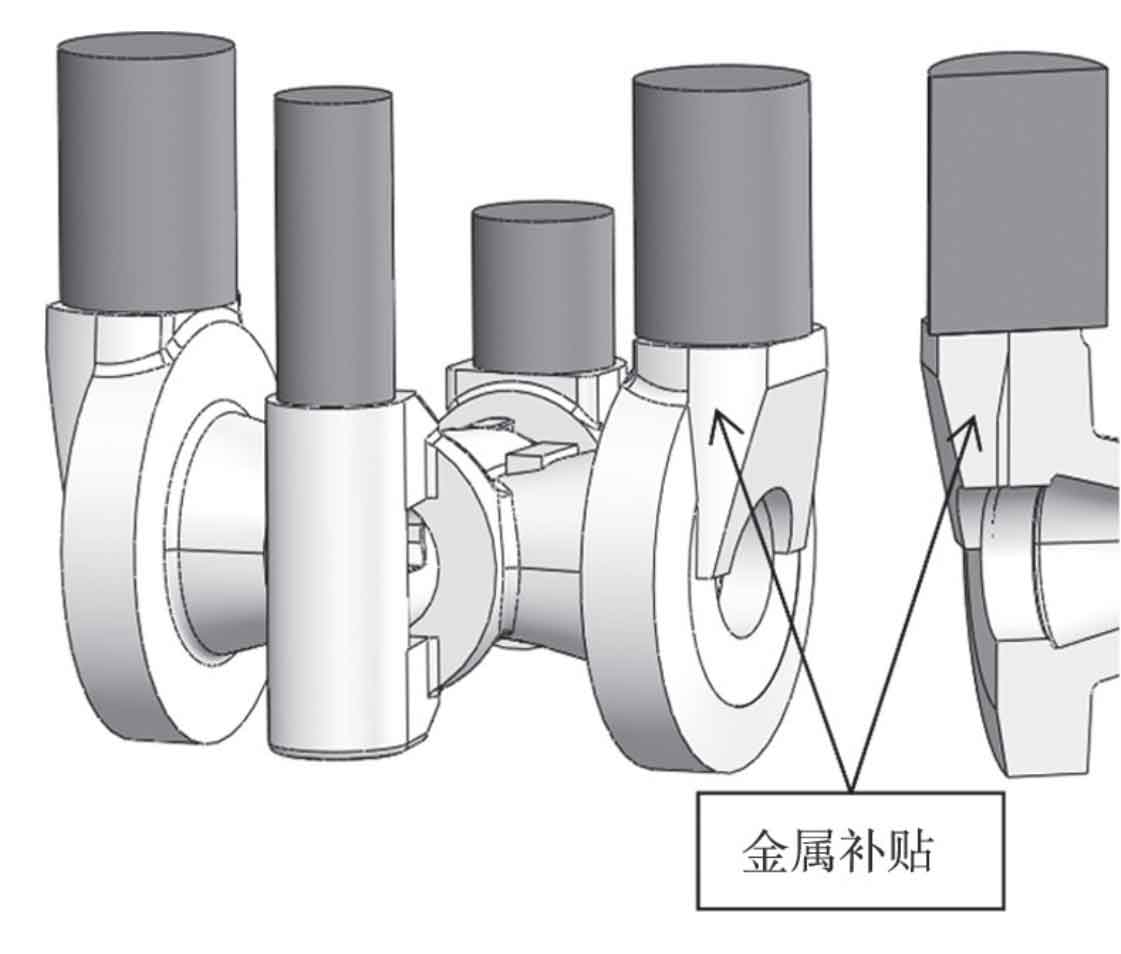
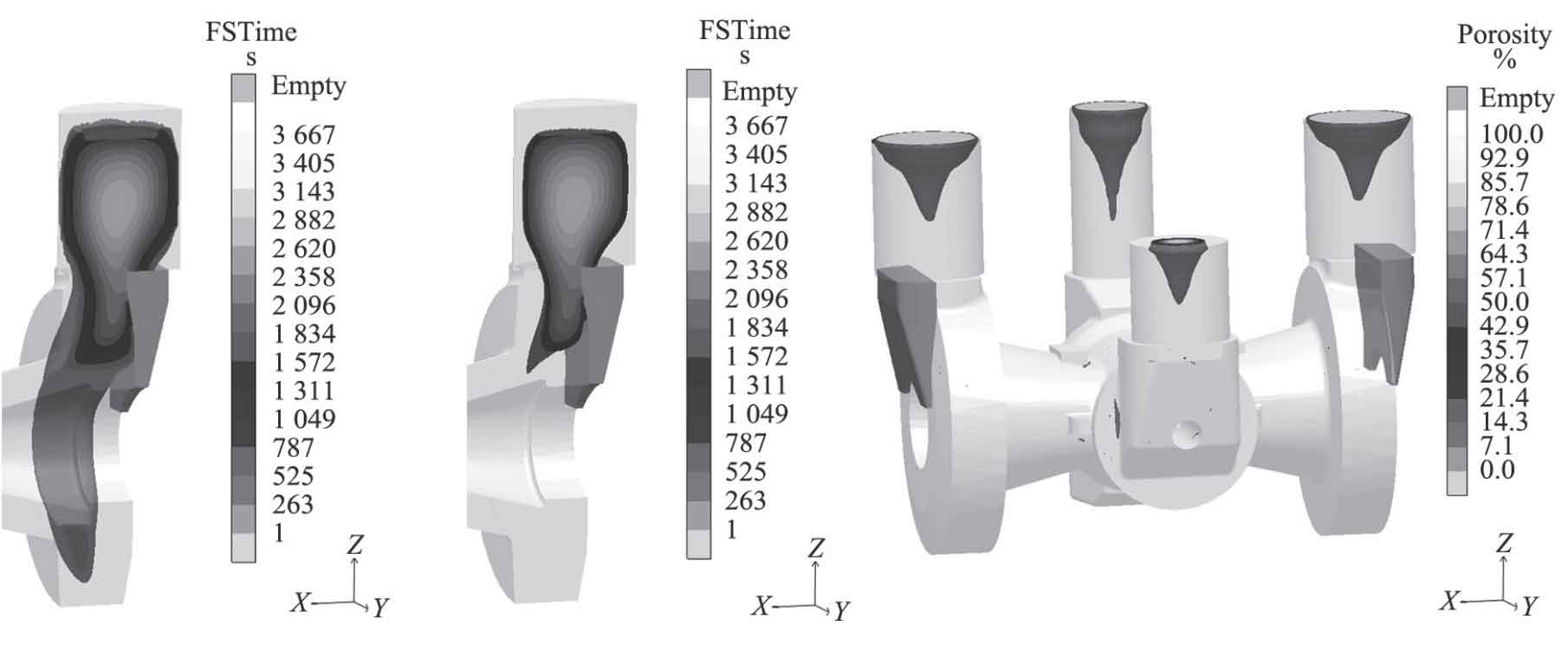
In order to facilitate the comparison and production of subsidies, only the riser subsidies of the two flanges are designed as heating and insulation subsidies during the test, and the other risers remain in the original state. The outer diameter of the flange is 495 mm, the inner diameter is 175 mm and the thickness is 116 mm. 100% volume radiographic testing is required for sand castings. Check the chart of the casting manual and design the size of the metal subsidy considering the compensation coefficient, and then use the simulation software for solidification simulation. According to the simulation results and production experience, adjust the process scheme with reference to the required grade of sand mold casting quality, and then simulate again. Until the satisfactory results are obtained, the structural size of the subsidy is finally determined to be 270 mm × 260 mm × 90 mm, the total theoretical weight of two subsidies (one for each flange) is 70 kg, the pouring weight of sand casting is 1050 kg, and the process yield is 51.4%. See Figure 1 for the process scheme of sand casting and Figure 2 for the solidification simulation results.
2. Design of heat insulation subsidy for sand casting
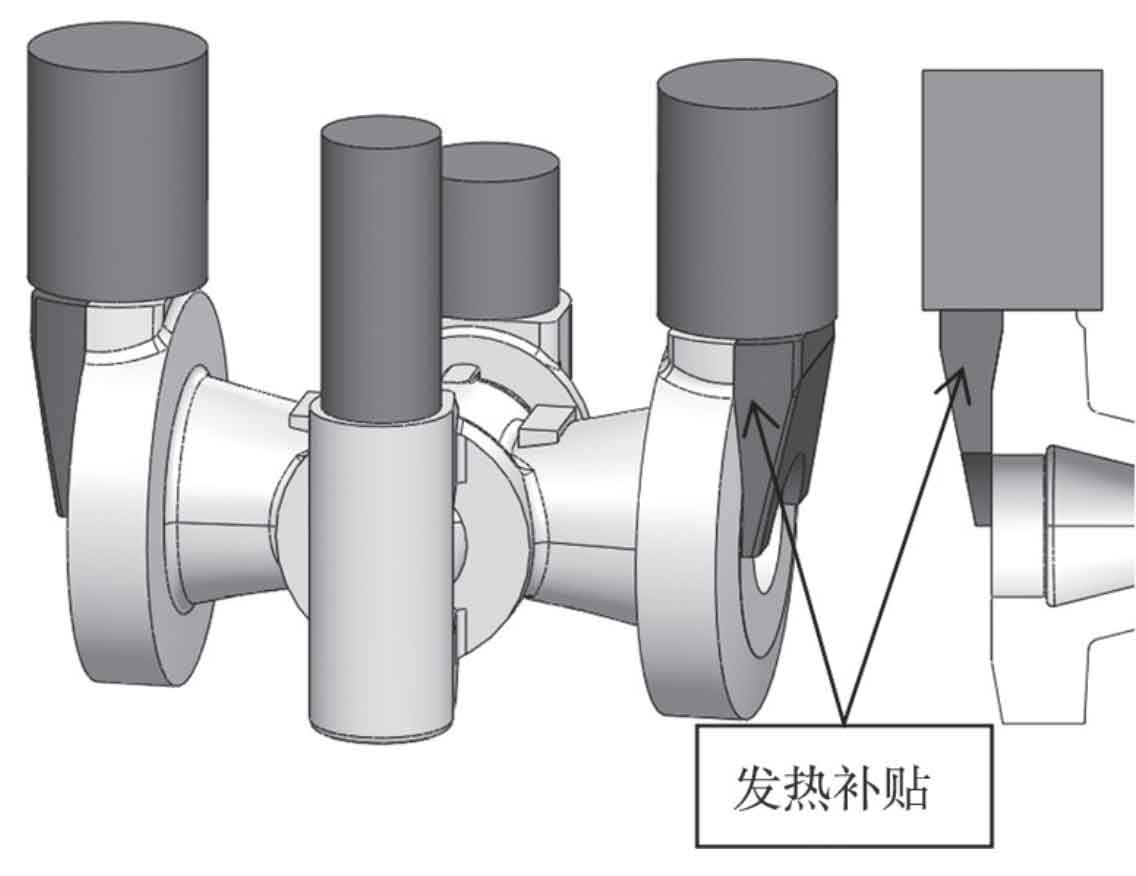
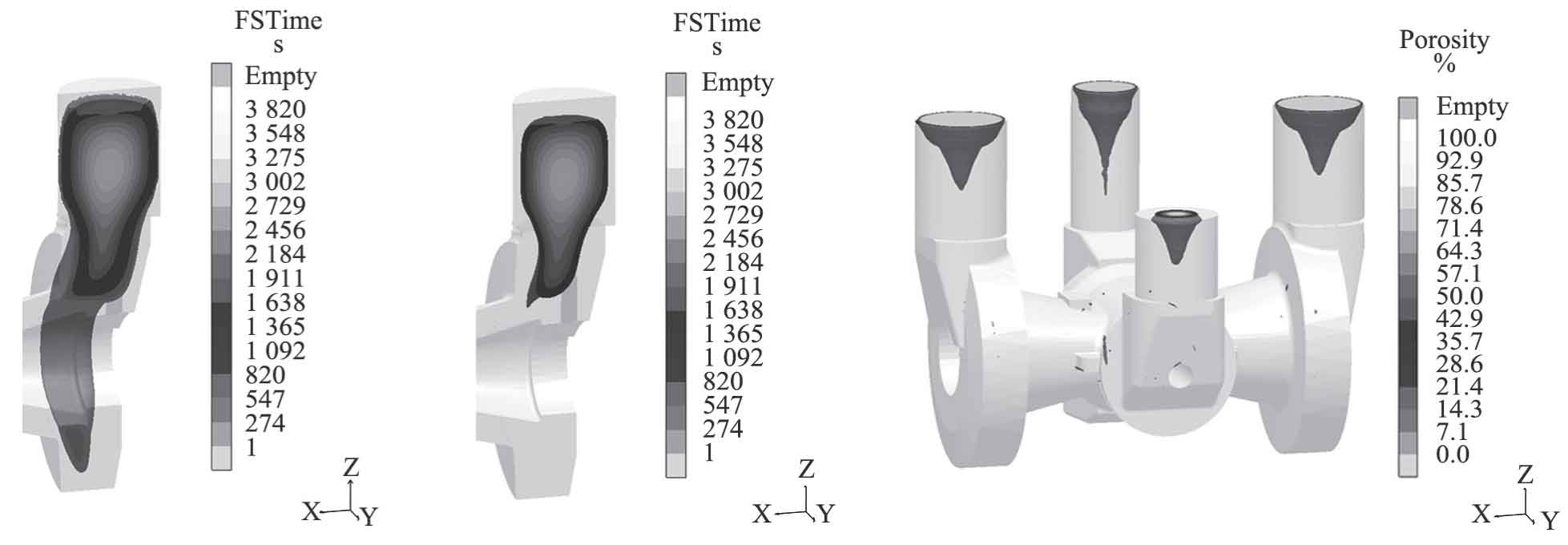
According to the design method recommended by the supplier, the size of heating and insulation subsidy is 270 mm × 260 mm × 90 mm, import the thermodynamic physical parameters of the heating subsidy materials provided by the supplier into the computer simulation software, and then simulate the solidification of the sand casting process with heating and insulation subsidy. At this time, the pouring weight is 980 kg and the process yield is 55.1%. The final heating subsidy process scheme of sand casting is shown in Figure 3 and the solidification simulation results of sand casting are shown in Figure 4. The simulation results are determined according to the same simulation parameters as the entity subsidy. From the simulation results in Figure 4, it can be seen that the heating subsidy process scheme can meet the feeding requirements.