The structural types of axle housing can be roughly divided into three types: open type, integral type and combined type. This paper mainly studies the open casting axle housing. The characteristic of open axle housing is that the whole axle housing is divided into several parts and connected by bolts. Its strength and stiffness are relatively good, and the axle housing and the main reducer housing are divided into two parts. The main reducer gear and differential are installed in the independent main reducer housing to form a separate assembly. After adjustment, they are installed into the axle housing from the front of the middle of the axle housing, and are fixed together with bolts in the axle housing, so that the disassembly, adjustment, repair and maintenance of the main reducer and differential are very convenient.
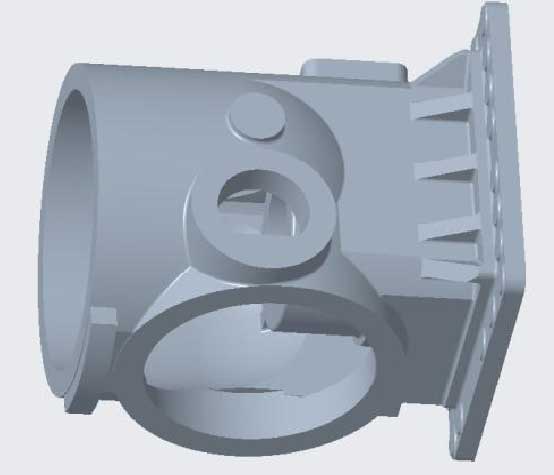
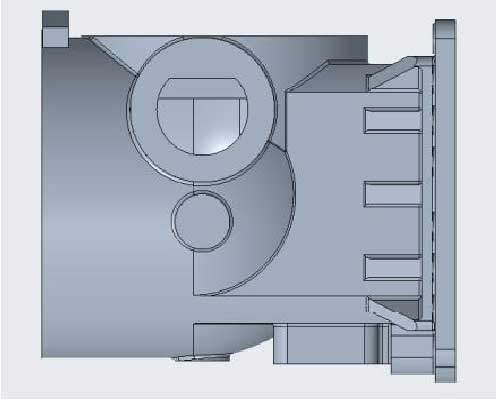
According to the two-dimensional drawings of the axle housing parts, Creo 3D modeling software is used for modeling. The 3D solid graphics of the model are shown in the following figure.
As can be seen from the figure, the overall structure is relatively symmetrical, the part structure is complex, and the wall thickness difference is large. The main overall dimension is 452 mm × 340 mm × 396 mm, and the average wall thickness is 25 mm, in which the maximum wall thickness is 29 mm and the minimum wall thickness is 15 mm. The axle housing is an important part of tractor axle, and casting defects such as shrinkage porosity, shrinkage cavity, crack and cold shut are not allowed.
The solidification characteristic of cast steel is that the fluidity of liquid steel is poor, the wall thickness should not be less than 8 mm, the gating system should be simple and the cutting area should be larger than that of cast iron, and the pouring temperature should be increased to 1520 ° to 1580 ℃. Because of the high pouring temperature, the superheat of molten steel is large, and the time of keeping liquid is long, the fluidity can be improved. However, if the pouring temperature is too high, the defects such as coarse grain, hot crack, air hole and sand sticking will be caused. At the same time, the interaction between molten steel and mold material can easily lead to sand sticking defects. Therefore, artificial quartz sand with high fire resistance should be used as the mold, and the coating made of quartz powder or zirconium sand powder should be brushed on the mold surface. In order to reduce the source of gas, improve the fluidity of molten steel and mold strength, most steel castings are cast with dry mold or quick drying mold, such as CO2 hardened sodium silicate sand mold.
According to the working principle of the axle and the analysis of the blank drawing of the axle housing, the inner cavity and round wall of the axle housing are important dimensions, and the casting quality of this part is also emphasized in the actual production process. Therefore, during the casting process, the cylindrical cavity part of the side wall is placed downward, as shown in the following figure In order to ensure the sufficient casting quality of the important parts of the axle housing, the qualified axle housing can be produced successfully.