
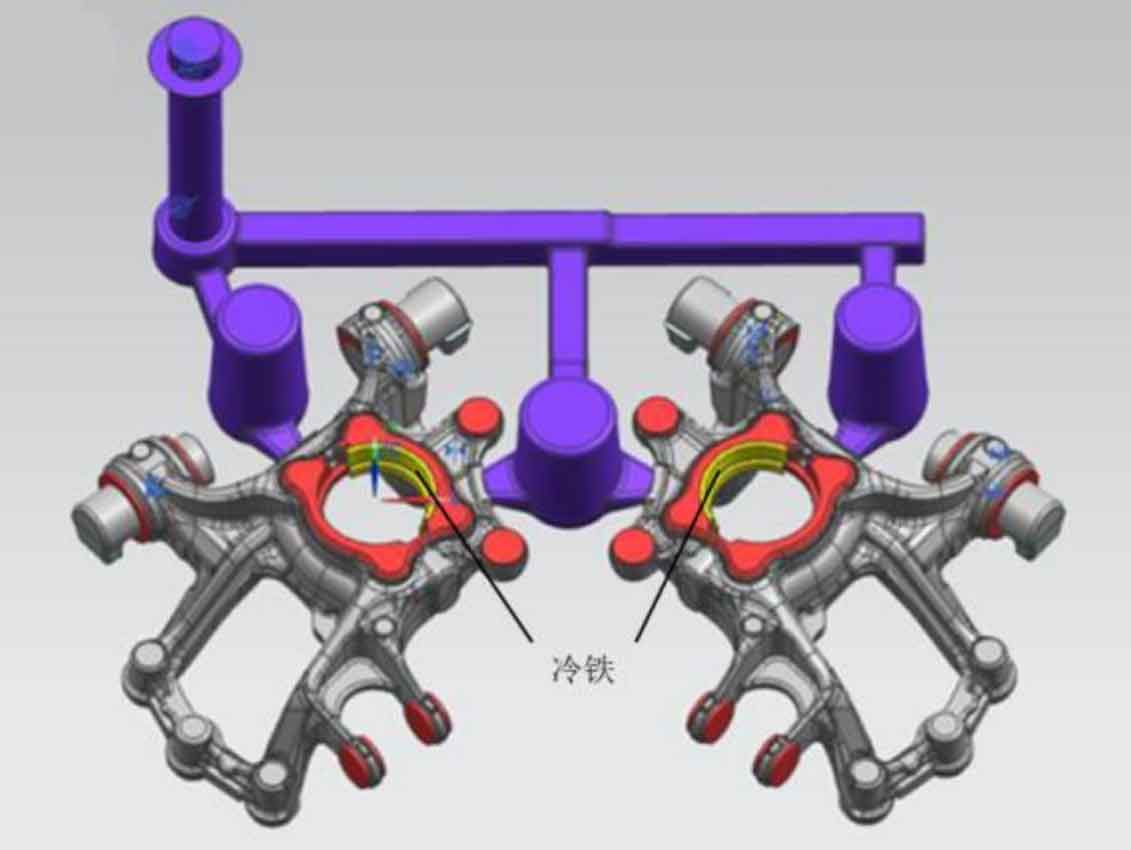
According to the comparison of the numerical simulation results of the scheme, it is found that by reasonably increasing the riser diameter and shortening the riser neck length, process scheme 3 effectively delays the closing time of the feeding channel in the later stage of solidification stage, improves the feeding efficiency of the riser, and significantly reduces the shrinkage defects in the simulation of the original scheme. However, it can be seen from the simulation results that there are still a small amount of shrinkage casting defects at the local position of the upper end cover of nodular cast iron. Because this part belongs to the area with late filling, large wall thickness and high temperature, its feeding channel will be separated by the metal liquid solidified first in the nearby thin-walled area during the solidification process, resulting in feeding difficulties. Therefore, in order to further eliminate the shrinkage cavity casting defects at this part, Try to place cold iron in this part to increase the solidification speed of the thick part and promote the solidification of this part and the area with thin wall thickness at the same time. Process scheme 5 and the liquid phase distribution results during solidification are shown in Figures 1 and 2 respectively.
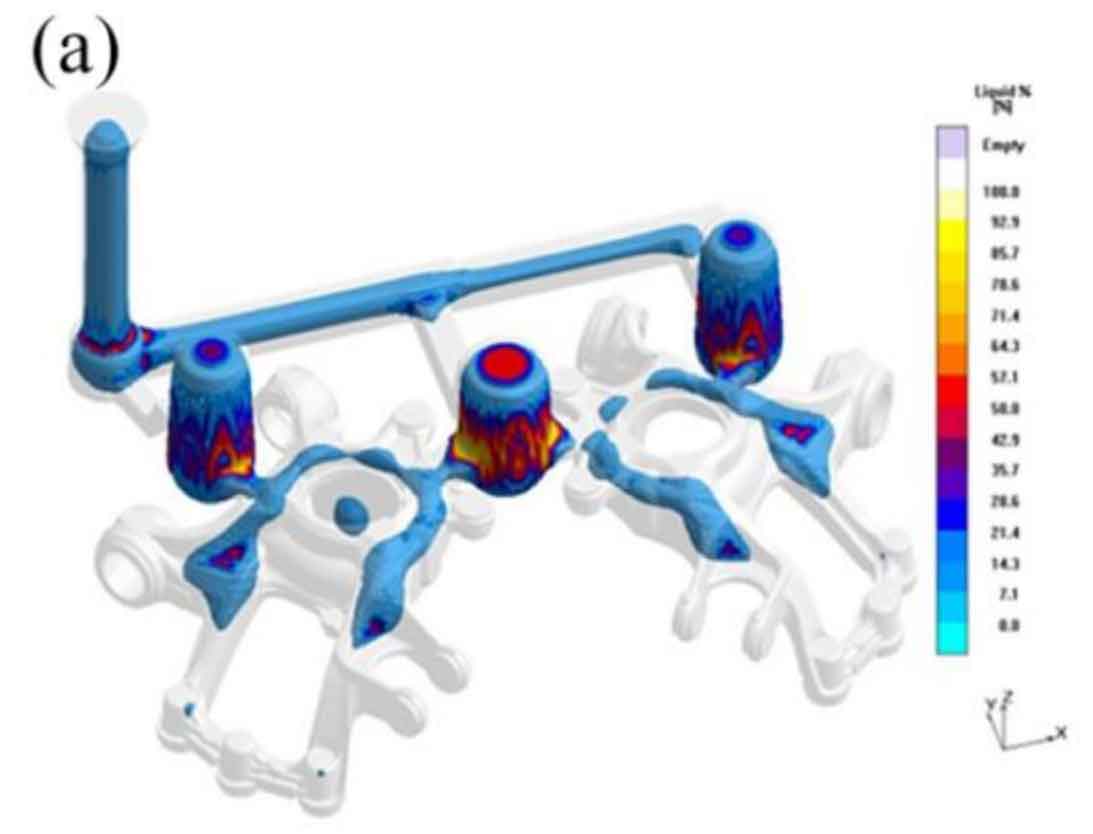
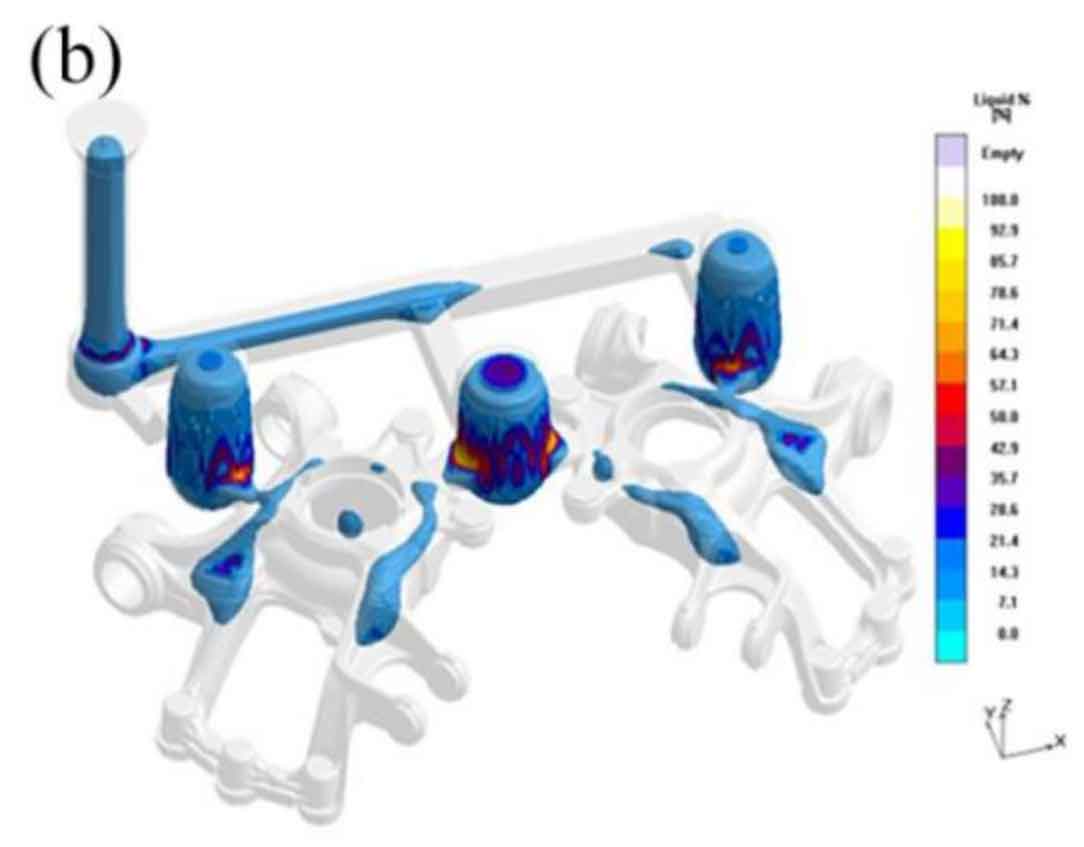
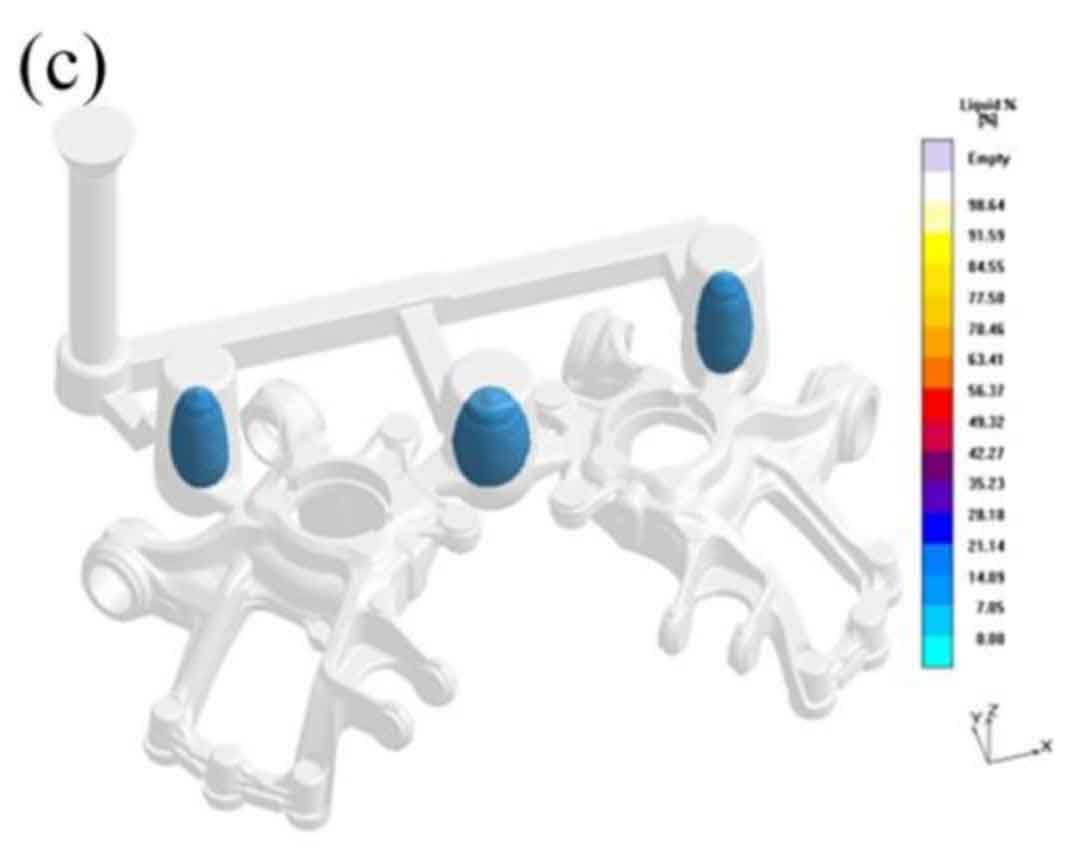
As can be seen from Fig. 2 (b) and (c), when the liquid phase ratio in nodular cast iron is 28.62%, the solidification time of nodular cast iron is 164.81 s; When the liquid phase ratio of nodular cast iron is 23.73%, the solidification time is 184.96 S. at this time, the middle riser neck has solidified and lost the feeding capacity, but the side riser neck has not solidified and can still feed nodular cast iron. According to the simulation results of liquid phase rate distribution in scheme 4, when the liquid phase rate of nodular cast iron is 23.87%, the solidification time of nodular cast iron is 187.45 s, indicating that adding cold iron in the thick part of the upper end cover can effectively shorten the solidification time in this area. When the time is extended to 409.28 s, the nodular cast iron has solidified completely, there is no isolated liquid phase area in the nodular cast iron, the remaining 3.9% of the liquid phase in the whole system is located in the riser, and the final solidification of the riser is also conducive to give full play to its feeding effect.
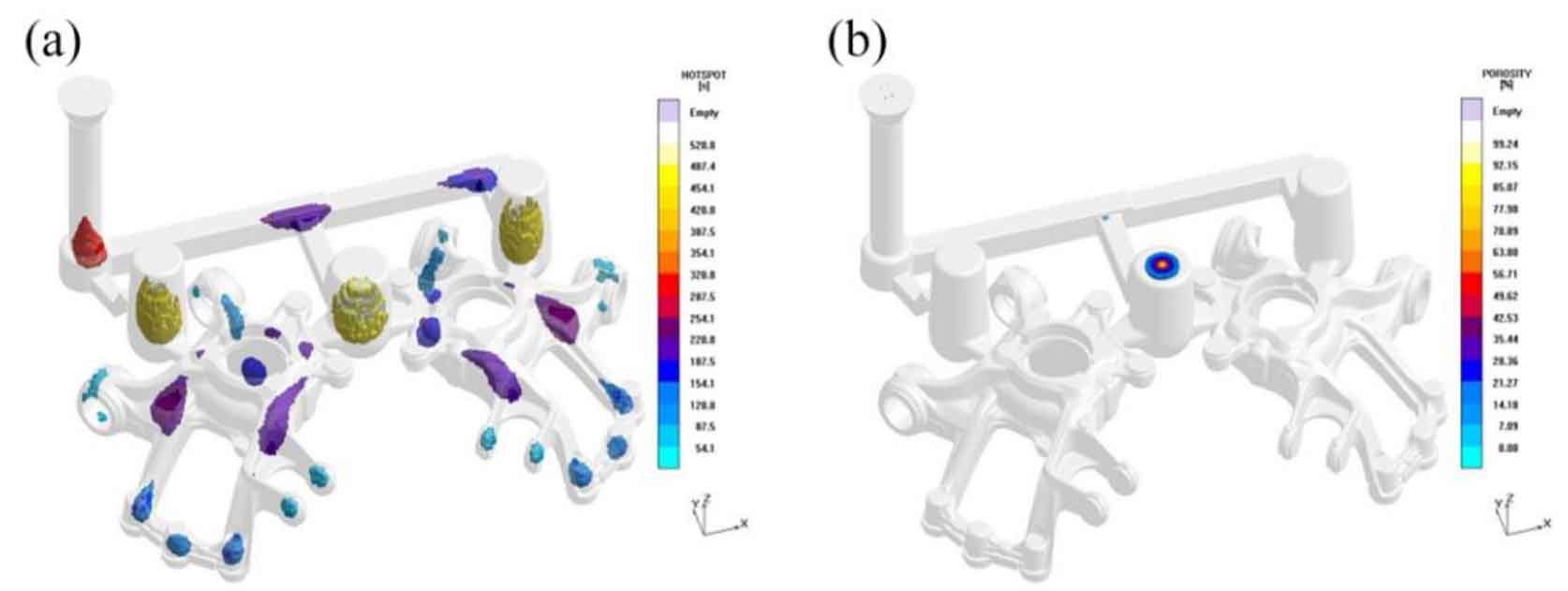
Figure 3 shows the distribution results of hot spot and shrinkage porosity simulated in process scheme 5. It can be seen from the figure that by adding cold iron, this scheme can effectively absorb the heat of molten metal on the surface of the upper end cover of nodular cast iron close to the thick part of the middle riser, eliminate continuous large hot spots, accelerate the solidification speed of these areas, reduce the possibility of solitary liquid phase area in the thick part in the later stage of solidification, and also eliminate the casting defects of shrinkage porosity and shrinkage cavity in the original scheme 4, All the casting defects of shrinkage porosity and shrinkage cavity are transferred to the pouring and riser system. Although there is still a hot spot at the thick junction between the sand core hole and the side rib of nodular cast iron, the hot spot itself on nodular cast iron cannot be completely avoided, and the hot spot area does not lead to isolated liquid phase area or shrinkage cavity casting defects. The overall casting quality of nodular cast iron is good, so process scheme 5 is reasonable and effective.