
The modifier used in the study is jf-1 modifier. In the experiment, the composition of gray cast iron and the addition amount of modifier are compared and analyzed. Through the comparison and analysis of the effects of different addition amount of modifier on the microstructure and mechanical properties of high-strength gray cast iron, the best addition amount of modifier is determined to obtain the best properties.
The sample is inoculated with 75 ferrosilicon inoculant, which is the most widely used in China. By changing the amount of modifier, the effects of different amount of modifier on graphite structure, matrix structure and primary austenite structure are analyzed, and its effects on mechanical properties such as tensile strength, hardness and matrix microhardness are further analyzed. In the experiment, the addition amount of modifier is 0.0wt.%, respectively 0.8wt.%、 1.0wt.%。
1. Effect of modifier content on graphite structure of high strength gray cast iron
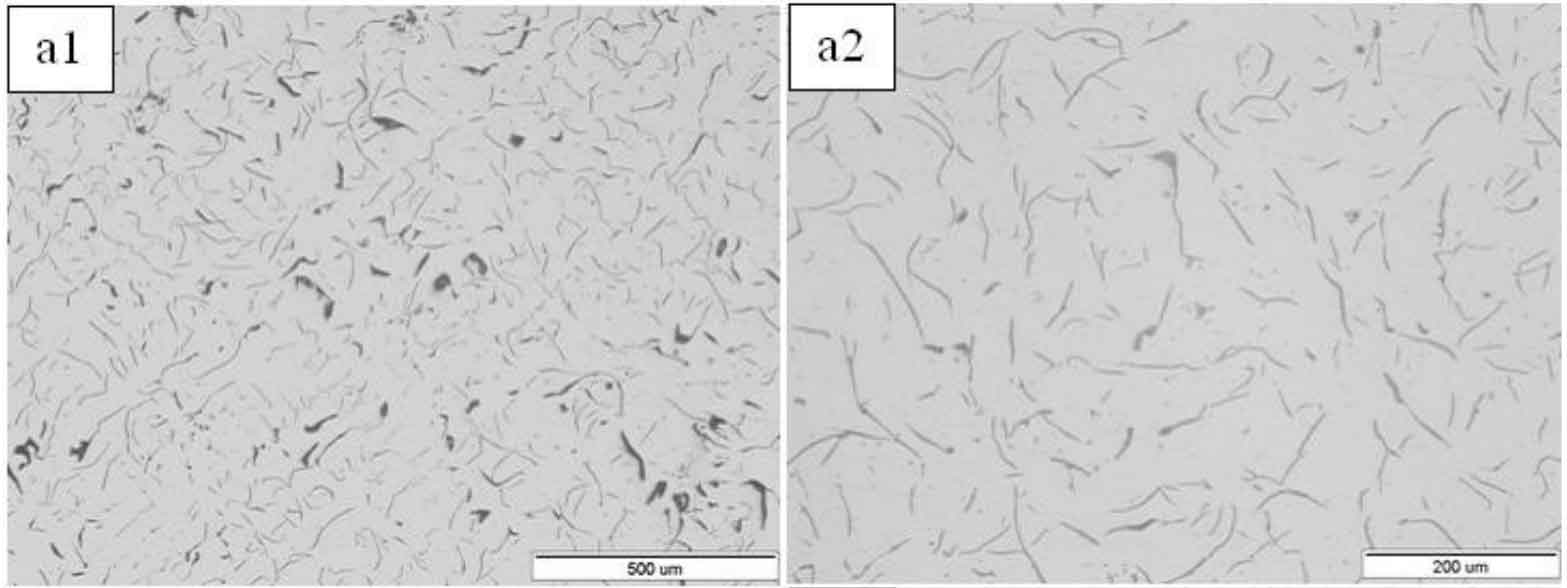
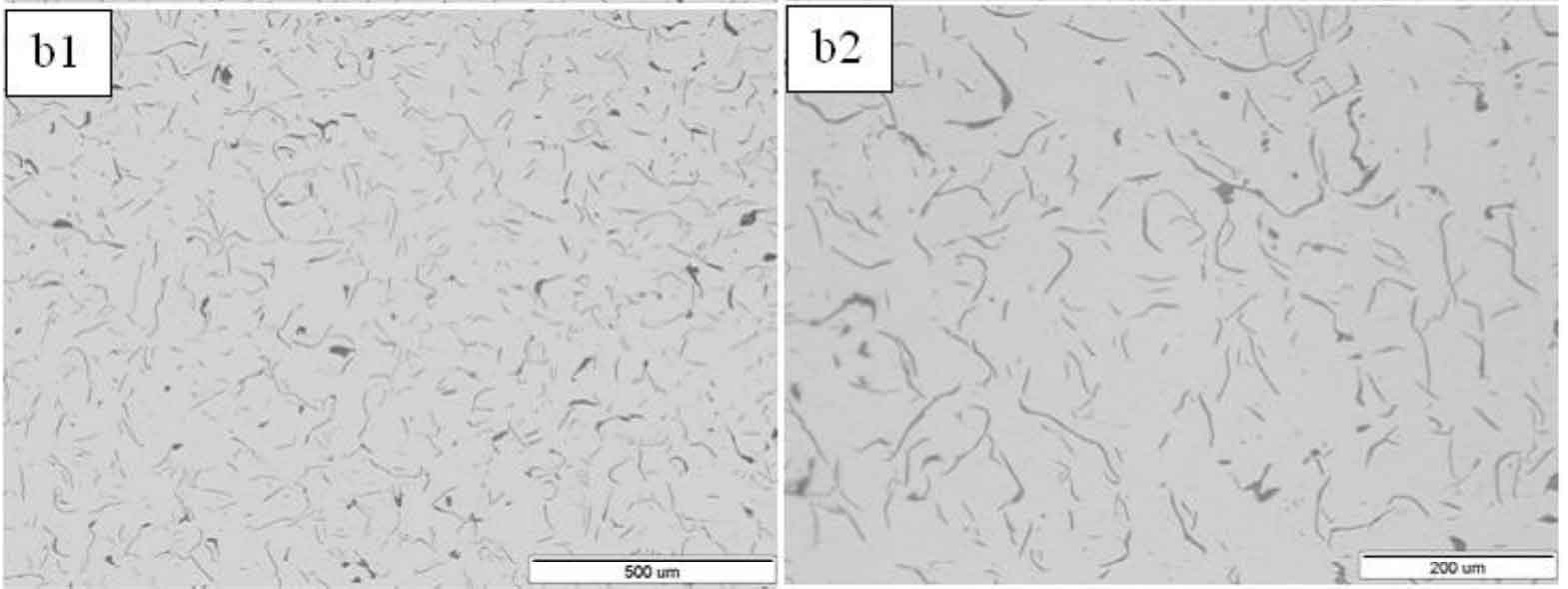
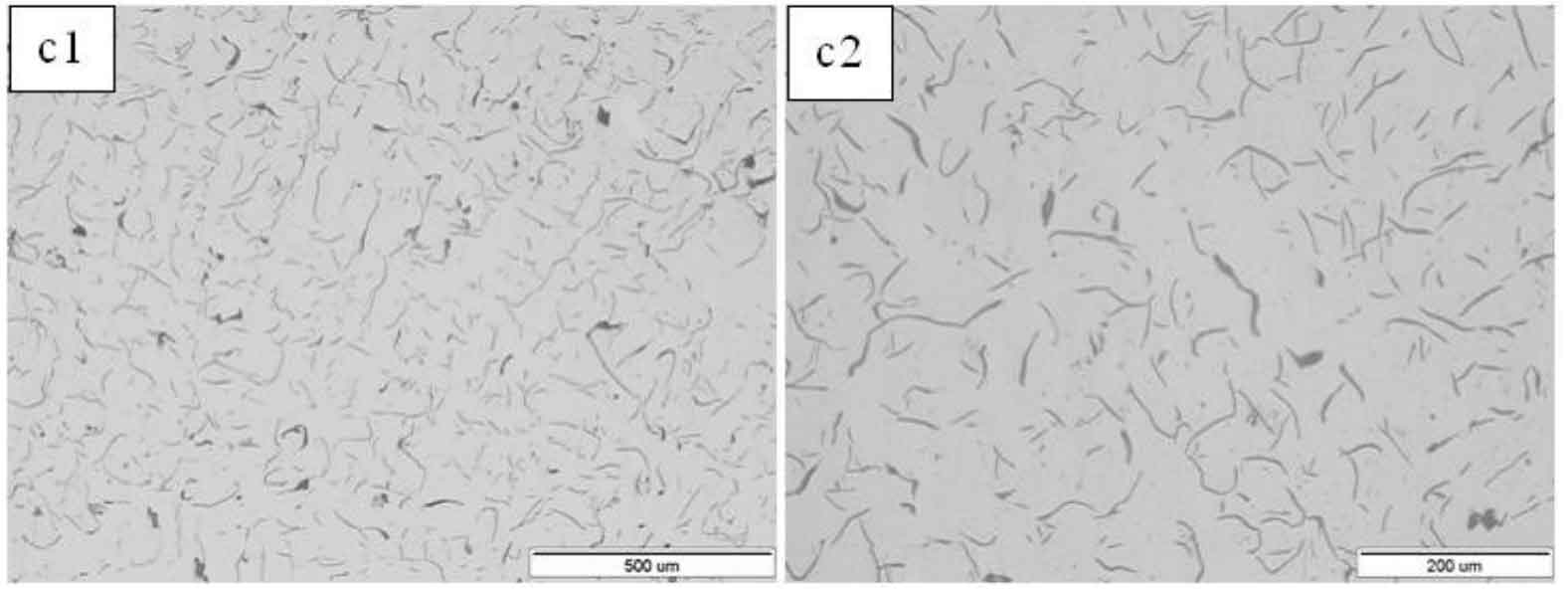
Figure 1 shows the microstructure of low and high-power graphite of experimental gray cast iron a, B and C. From the graphite macrostructure (Fig. 1-a1, B1 and C1), it can be seen that there are more massive graphite in sample a, smaller and sparse graphite in sample B, uniform graphite distribution in sample C, and the number of graphite increases significantly compared with sample B, that is, with the gradual increase of the amount of modifier, the graphite becomes dense, fine and the number increases; from the graphite macrostructure (Fig. 1-a2, B2 and C2) it can be seen that there is little difference in graphite between samples B and C. the graphite in sample a is slightly straighter and larger in size than that in samples B and C. It can be seen that the addition of modifier can first change the graphite morphology and size in gray cast iron. When no modifier is added, the graphite morphology is straighter and larger in size (sample a); when the amount of modifier is small (sample B), the graphite becomes fine and the large-size graphite disappears; further increase the amount of modifier (sample C), the graphite flake becomes finer and more curved. Since the carbon equivalent and silicon carbon ratio of the three experimental gray cast irons are basically the same, the total volume of graphite should be similar, while the graphite in samples B and C becomes smaller, so the number of graphite in samples B and C will become more and more dense. It can be seen that the addition of modifier can change the morphology and size of graphite structure of gray cast iron And quantity.
2. Effect of modifier content on matrix structure of high strength gray cast iron
inoculation treatment.
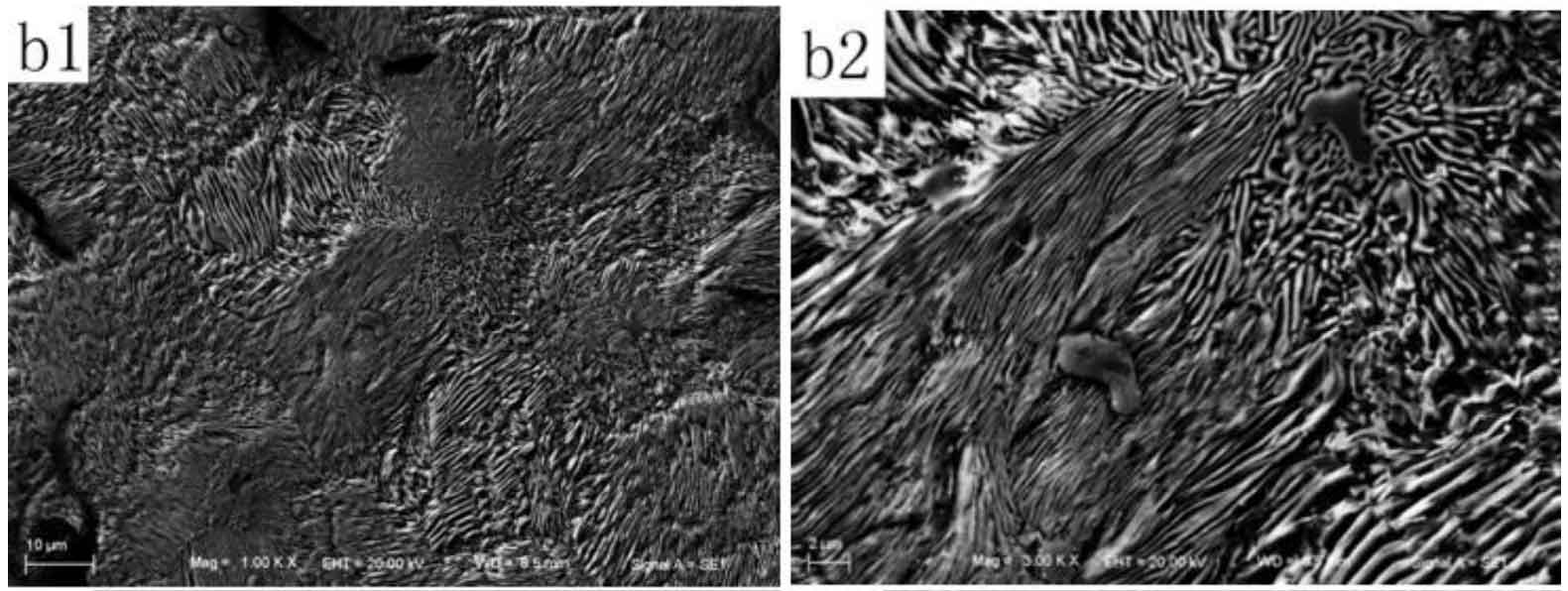
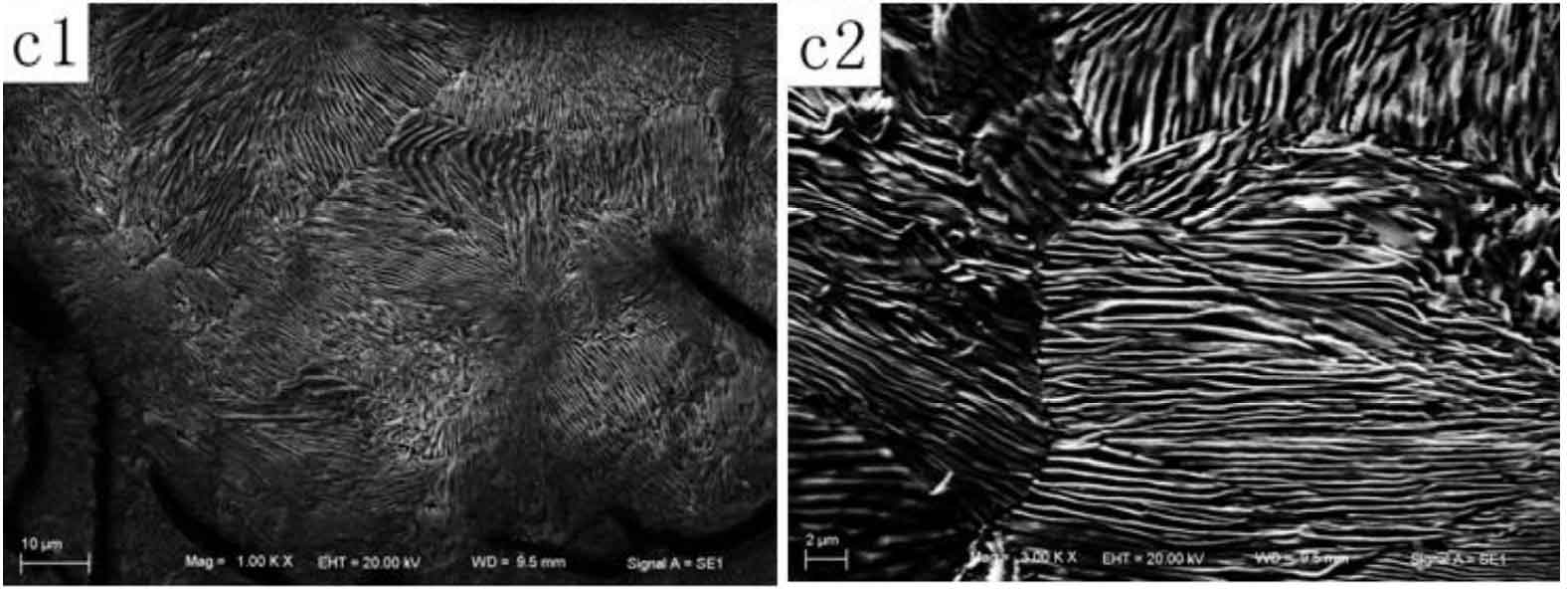
Fig. 2 shows the matrix structure morphology of experimental gray cast iron a, B and C. It can be seen from the low magnification matrix structure (Fig. 2 – A1, B1, C1) that the matrix structure of the experimental gray cast iron is pearlite; from the high magnification matrix structure (Fig. 2-A2, B2, C2) it can be clearly seen that the pearlite flake spacing of sample a without modifier is slightly larger, and the pearlite flake spacing of sample B and C with modifier is smaller. Moreover, with the increase of the amount of modifier, the pearlite flake spacing of the experimental gray cast iron is smaller. The smaller the pearlite flake spacing is, the more conducive to improving its mechanical properties, so it can also reflect The results show that the mechanical properties of experimental gray cast iron will be improved with the increase of modifier.
3. Effect of modifier addition on primary austenite structure of high strength gray cast iron
In order to study the effect of modifier addition on the primary austenite structure of experimental gray cast iron, the experimental gray cast iron was heat treated.
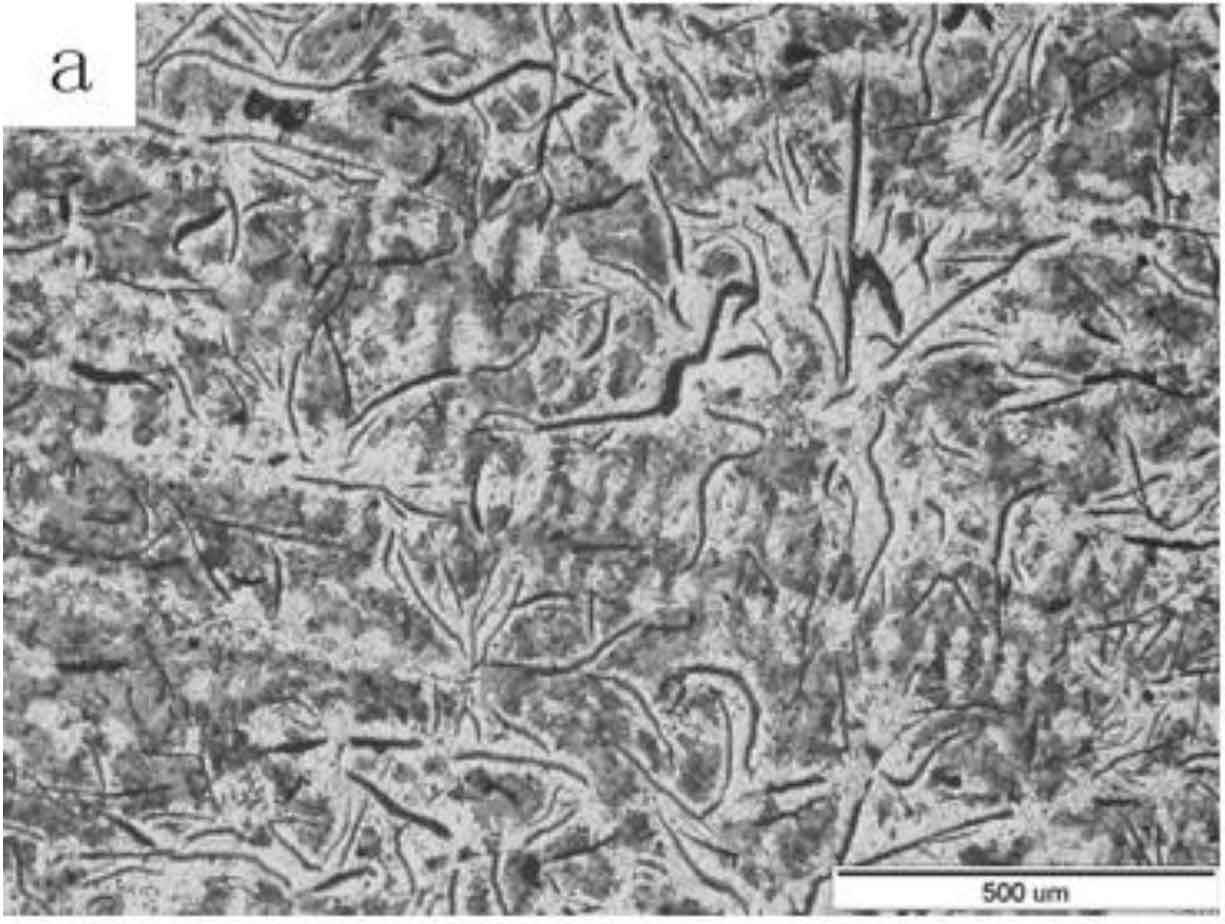
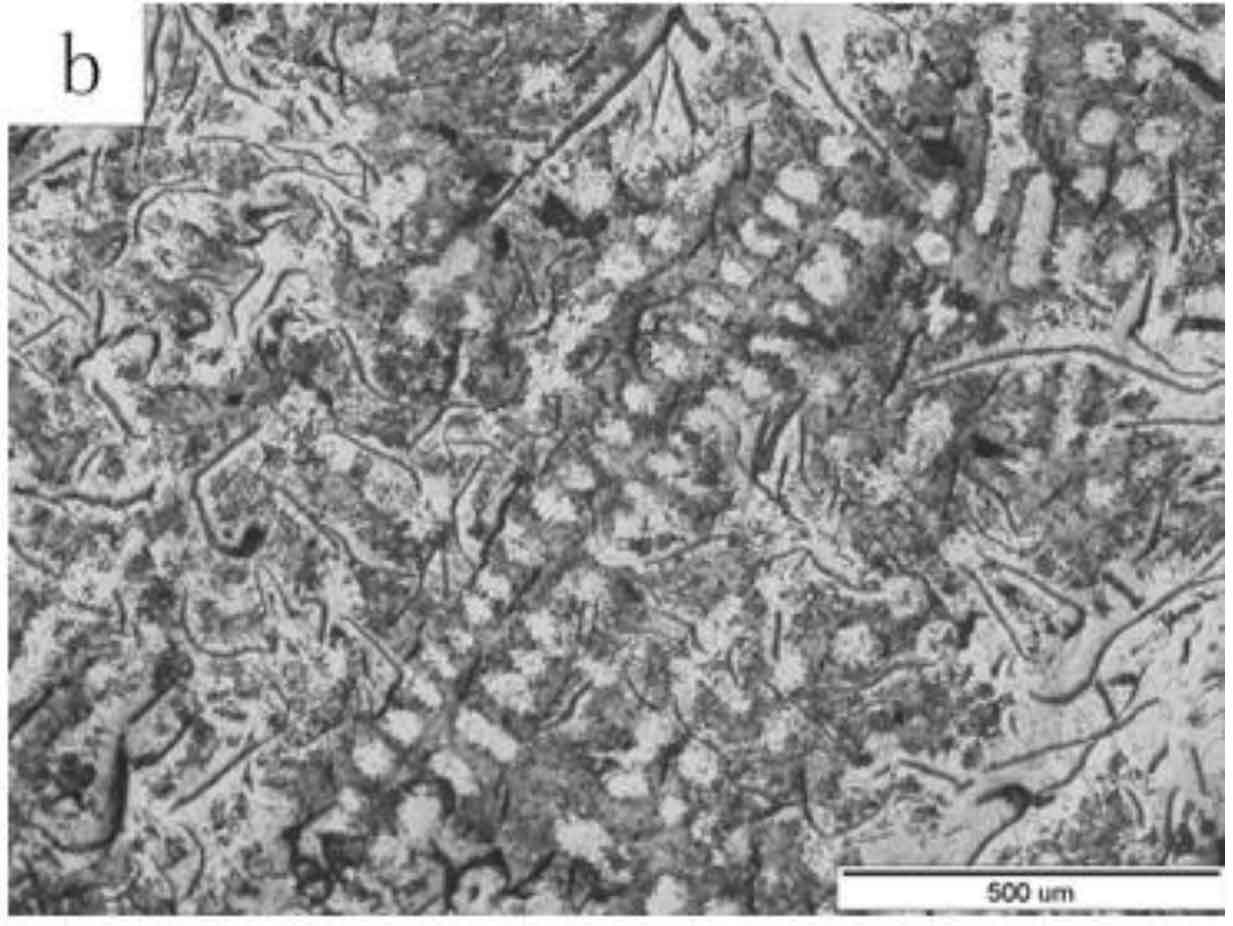
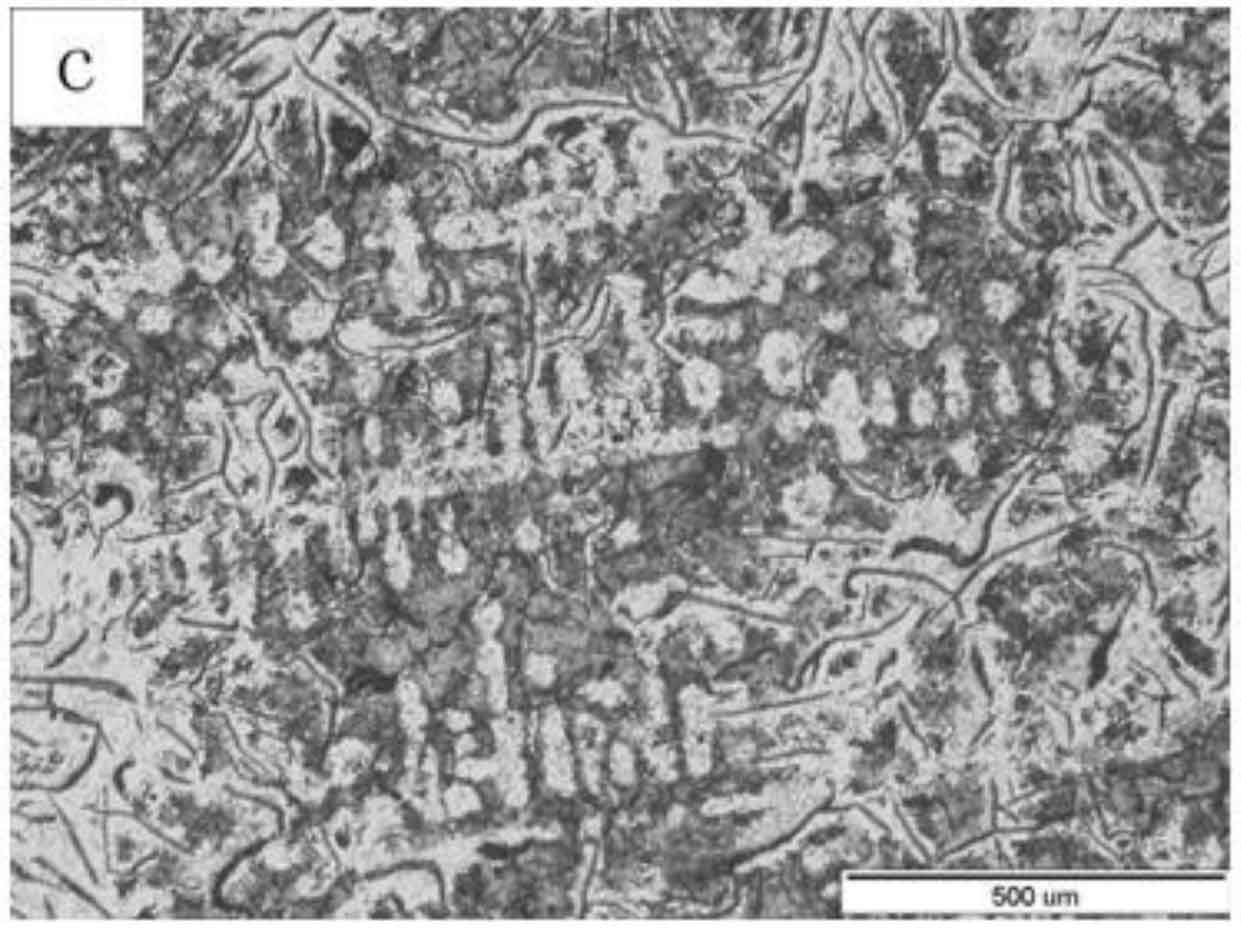
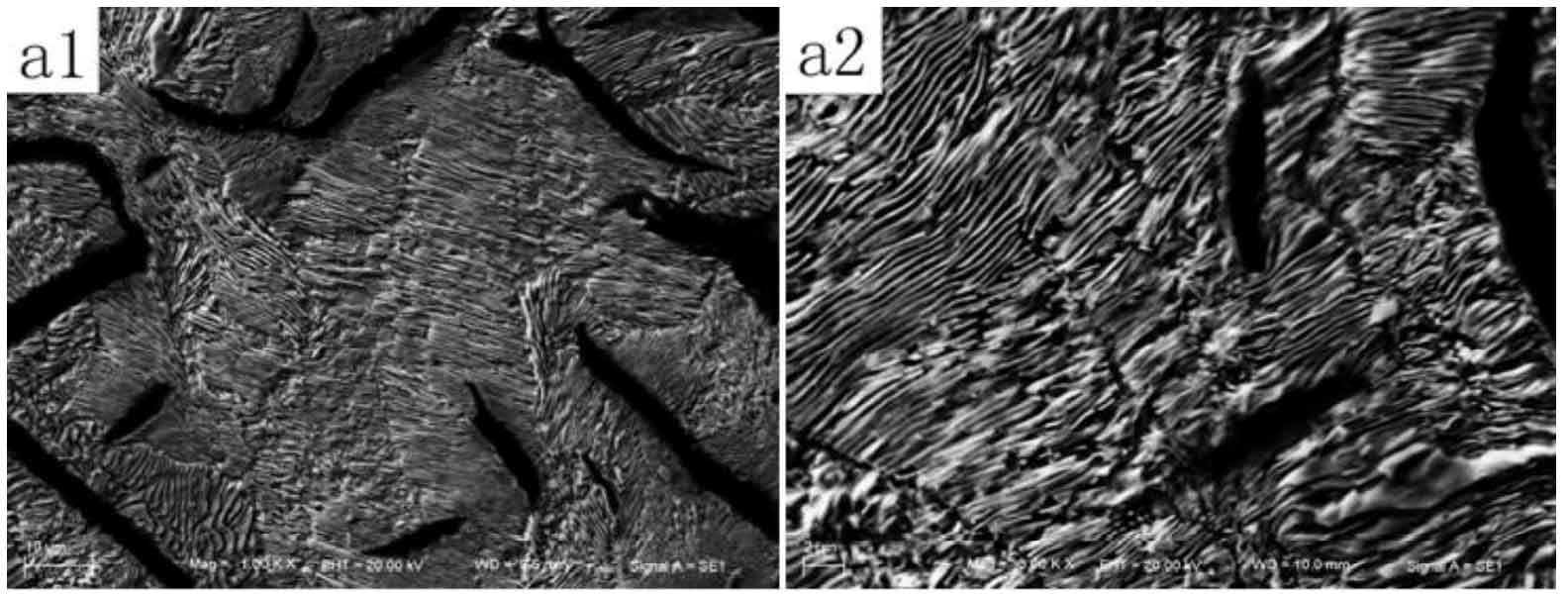
Figure 3 shows the primary austenite structure of the experimental gray cast iron. It can be seen that in sample a without jf-1 modifier, although primary austenite is also formed, the number of primary austenite is small and no network frame structure is formed, and eutectic clusters can hardly be seen or the size of eutectic clusters is large, which is difficult to be observed under 50x light microscope. Due to the simple structure and small quantity of primary austenite in sample a, during the solidification of experimental gray cast iron, when the temperature is reduced to the eutectic reaction temperature and the eutectic reaction between eutectic austenite and graphite occurs, the growth of eutectic cluster is hardly limited, making the graphite flat and large. In samples B and C added with jf-1 modifier, primary austenite with network framework structure is formed, and the more the modifier is added, the more complex the spatial network framework structure of primary austenite is, the more refined and developed the secondary dendrites branched outward from the primary dendrite core, and the smaller the dendrite spacing, Because the complex space network like primary austenite structure limits the space of eutectic reaction, the size of eutectic clusters decreases and the number increases. The primary austenite with complex network framework structure in the melt will also block the growing graphite crystals. When the graphite crystals grow into contact with the austenite dendrites, they will bend and bifurcate, Changing the direction of the crystal, so that the curved and irregular flake graphite appears in the final eutectic of gray cast iron.
It shows that the precipitation amount, size and morphology of primary austenite have a significant effect on the formation of eutectic clusters and the morphology, size and distribution of eutectic graphite, so it is also an important factor determining the properties of experimental gray cast iron. It shows that the addition of modifier jf-1 in experimental gray cast iron is conducive to the growth of primary austenite in spatial network. The complex primary austenite structure will limit the growth of eutectic clusters, so as to obtain fine eutectic clusters, and make graphite more curved and fine.
ZHY casting senior engineer believes that modification can change the microstructure of high-strength gray cast iron. The fundamental reason is that the addition of modifier can change the crystallization process of primary austenite: on the one hand, Ti, N and other elements in the modifier may form tin, tic and other compounds, The lattice mismatch between these compounds and austenite is less than 15% (such as tic (001) / / fe-a (110) = 13.2%, tin (001) / / fe-a) (110) = 13.4%), which has the basic conditions to become the heterogeneous core of primary austenite, so as to increase the number of primary austenite; on the other hand, due to the low solute distribution coefficient in primary austenite, Ti, N and other elements in the modifier will be enriched in the front of solid-liquid growth interface during the growth of primary austenite, hinder the development of some crystal planes, and promote the development of primary austenite The formation of primary austenite dendrite, secondary dendrite on the primary dendrite and tertiary dendrite on the secondary dendrite, forming a primary austenite grain with spatial network framework structure.
In the solidification process of gray cast iron, the first precipitated and grown primary austenite will have a very important impact on the final solidification structure of gray cast iron: firstly, the number of primary austenite will determine the grain size of the final solidification structure; secondly, the shape of primary austenite will determine the spatial shape of matrix structure; thirdly, The solidification degree of primary austenite will determine the development of residual liquid eutectic reaction.