
The pouring speed is also an important factor affecting the quality of sand castings. If the pouring speed is too high, the metal liquid is easy to produce splashing and turbulence, which has a great impact on the sand mold, resulting in sand flushing, air being drawn into the mold cavity, resulting in air entrainment, resulting in porosity, shrinkage and porosity defects of sand castings. If the pouring speed is too low, the mold filling time becomes longer, and the temperature decreases when the molten metal is not filled with the mold cavity, resulting in insufficient pouring and affecting the mold filling effect. Therefore, the appropriate pouring speed should be selected.

For the molten cast iron, the method of rapid pouring is generally used in the actual process, and the sand mold casting of the reducer box body in this paper has high quality, so the pouring speed should be as high as possible. In this paper, five schemes with pouring speed of 4.8kg/s, 5.8kg/s, 6.8kg/s, 7.8kg/s and 8.8kg/s were selected to study the effect of pouring speed on sand casting process. Figure 1 shows the state diagram of 90% mold filling of sand castings at different pouring speeds. Through simulation analysis, it can be seen that the required time is also different under different pouring speeds, and the required time is 0.343s, 0.294s, 0.255s, 0.211s and 0.183s in turn. It can be seen that the higher the pouring speed, the faster the filling speed and the less time required to fill the cavity.

Fig. 2 is the slice diagram of 90% filling state of sand casting under different speed conditions. It can be found from Fig. 1 and 2 that the whole filling process in Fig. 1 (a), 1 (b) and 1 (c) is relatively stable. As can be seen from figures 2 (d) and 2 (E), when the mold filling reaches 90%, when the metal liquid in the internal support plate converges, air entrainment is generated inside, and the mold filling is unstable at this time. It is found that the higher the pouring speed is, the shorter the filling time is, and the easier the cavity is to be filled. However, if the filling speed is too high, it is easy to cause air entrainment. Therefore, it is particularly important to select an appropriate pouring speed. Under different pouring speeds, the filling time of molten metal in the mold cavity is 0.3727s, 0.314s, 0.268s, 0.2329s and 0.2072s.
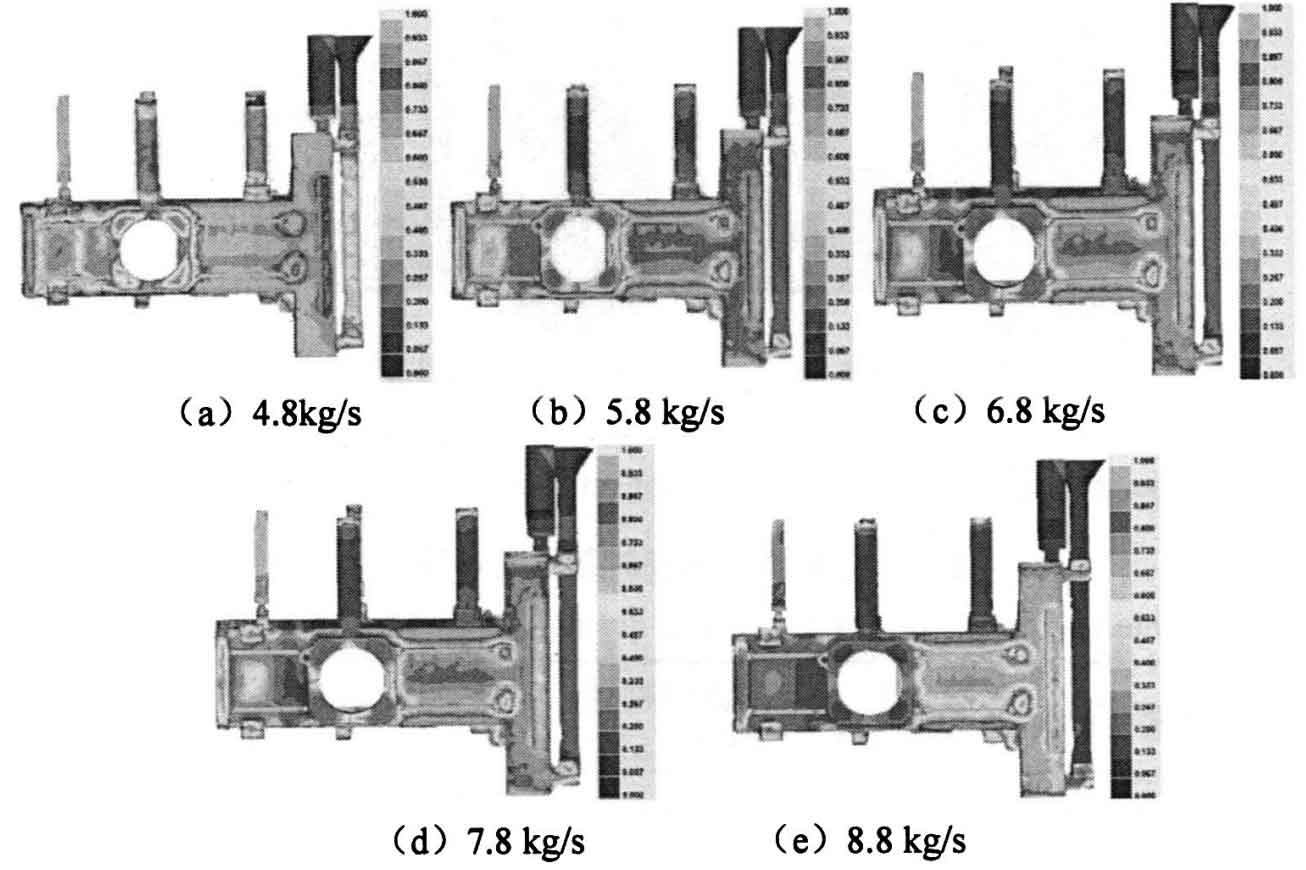
Fig. 3 shows the distribution of solid content in various parts of sand casting when the inner gate is closed at different pouring speeds. The closing time of the inner gate is 31.38s, 24.88s, 24.47s, 23.63s and 21.56s, that is, the greater the pouring speed, the shorter the time for liquid metal to fill the mold cavity and the earlier the inner gate is closed. In general, the earlier the inner gate is closed, the less liquid metal that the inner gate can provide for sand castings for feeding, the greater the possibility of defects in sand castings, the higher the pouring speed, and the overall temperature of liquid metal in the mold cavity is high, which is not conducive to the solidification and feeding of liquid metal. It can be seen from Figure 3 that the higher the pouring speed, the higher the internal temperature of the shaft mounting boss of the sand casting and the lower the solid rate, which increases the possibility of shrinkage porosity and shrinkage cavity of the sand casting to a certain extent. Therefore, it can be seen that the higher the speed is, the better. The solidification time of sand castings under different pouring speeds is 78.11s, 78.67s, 79.15s, 78.79s and 79.03s. It can be seen that different pouring speeds have little effect on the solidification time of sand castings.
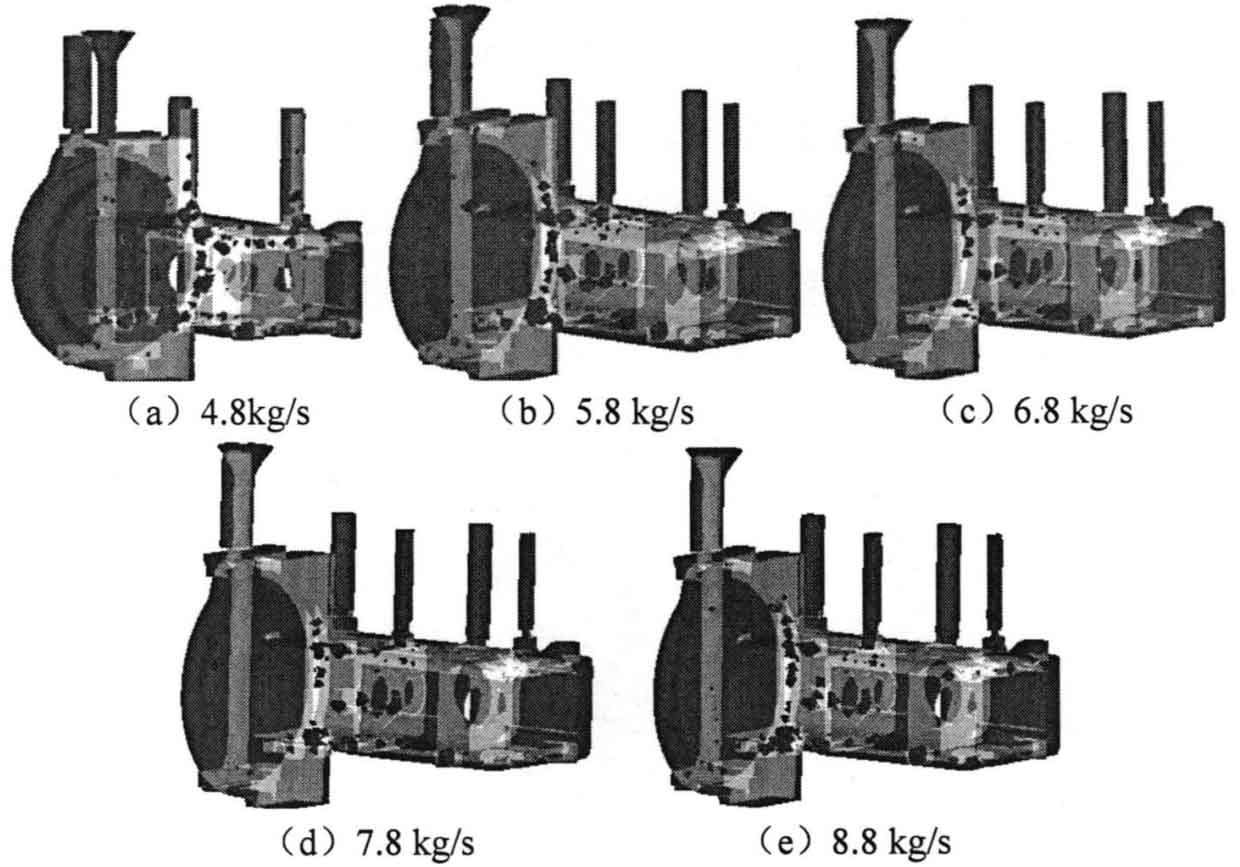
Fig. 4 shows the distribution and size of shrinkage porosity and shrinkage cavity of sand casting after solidification at different pouring speeds. It can be seen from Figure 4 that the defects of sand castings mainly appear at the connection between the flat plates on both sides and the rectangular boss, the hot joint of the internal support plate and the feeding riser. It can be seen from Figure 4 that when the pouring speed is 6.8kg/s, the shrinkage porosity and shrinkage cavity size of sand casting are the smallest. Table 11 shows the comparison of internal gate solidification time, total mold filling time, total solidification time, shrinkage cavity and porosity defects under different pouring speeds. It can be found that the mold filling time decreases with the increase of pouring speed, and the solidification time first increases and then decreases with the increase of pouring speed.
| Temperature (° C) | Total filling time (s) | Setting time of inner gate (s) | Total setting time (s) | Size of shrinkage porosity and shrinkage cavity |
| 4.8 | 0.3727 | 31.38 | 78.11 | Maximum |
| 5.8 | 0.314 | 24.88 | 78.67 | Large |
| 6.8 | 0.268 | 24.47 | 79.15 | Minimum |
| 7.8 | 0.2329 | 23.63 | 78.79 | Small |
| 8.8 | 0.2072 | 21.56 | 79.03 | Middle |
Based on the above analysis, high pouring speed is conducive to the completion of mold filling, but too high speed is easy to cause the turbulence of liquid metal, and the impact on the inner wall of sand mold becomes larger, resulting in sand flushing phenomenon and sand holes in sand mold castings. The influence of pouring speed on the solidification process is mainly aimed at the feeding of liquid metal, that is, the length of time required to close the inner gate and the solid rate of thick parts of sand castings. The pouring speed is too fast, so that when the liquid metal fills the mold cavity, the temperature of the whole sand mold casting decreases at the same time, and sequential solidification cannot be formed. As a result, the internal temperature of the sand mold casting is high when the inner gate is closed, so that the feeding of the transverse sprue cannot be obtained when the liquid metal solidifies in the mold cavity. Combined with the defects produced in the solidification process of sand castings and the production efficiency of sand castings, it can be seen that the pouring speed of 6.8kg/s is the most appropriate.